Вы используете устаревший браузер. Этот и другие сайты могут отображаться в нём некорректно.
Вам необходимо обновить браузер или попробовать использовать другой.
Вам необходимо обновить браузер или попробовать использовать другой.
Технология ремонта сварных швов, забракованных по УЗК
- Автор темы ЛюкА
- Дата начала
Ответить
надеюсь, что это была шутка
Я, конечно, больше трубопроводами занимаюсь, поэтому в трещины не верю, а тем более в их ремонт. Сварщики, которые варят с трещинами при нормально отработанной технологии, у нас сразу уходят на пожизненную сварку заборов, мангалов и прочей сувенирной продукции. А уж МК с ПВК на строительных конструкциях вообще из области эротических фантазий. Если настолько ответственные конструкции, то надо начинать с подбора персонала и соблюдения технологии.
А с севера приезжала у нас тут одна бригада, мечта дефектоскописта, между вахтами пошабашить захотели.
Дефектов по УЗК нет, ВИК с первого раза, лепота

Контролирую в основном низкоуглеродистые стали, трещины видел только при стыковке листов 12-20 мм, после того как их прогоняли через листоправильную машину.
Были видны визуально, в околошовной зоне, в месте перехода от усиления к основному металлу. Что бы просто треснуло от сварки - не, такого не видал))
Несплавления да, это дежурная беда..
Несплавления при РД? Заставить чистить послойно не пробовали?
При сварке полуавтоматом. И УЗК.
Послойно - нет в наличии комплекта капиллярки, а МПД вообще нет.
трещины снились ...
сварщики которые варят с трещинами"" ?! :lol: механизм их образования знаком ?
Находил трещины в основном металле полки рядом с тавровым швом ребер жесткости.


немного добавлю:
провести мпд после выборки дефектов, особенно для 09Г2С
надеюсь, что это была шутка
Это не шутка, когда шов выбирают, то дефекты, особенно трещины, слесари и сварщики не "видят". Да и шов редко когда выбирается полностью. С мпд очень наглядно получается. Если провел мпд и подтвердил отсутствие дефектов, то после ремонта и узк дефектов значительно меньше.
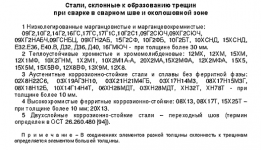
Склонность сталей к образованию трещин смотри в приложении к ГОСТ 52630.
А из жизни был случай: трубы из 09Г2С заварили электродами МР-3. Сам шов относительно чистый, в корне трещины. Пригласили главного сварщика монтажников на шов, на эстакаде наверху трещины видит, спускается на землю, говорит что трещин нет. Пока главный инженер на шов в белом костюме не слазил, монтажники в отказ шли.
Склонность сталей к образованию трещин смотри в приложении к ГОСТ 52630.
А из жизни был случай: трубы из 09Г2С заварили электродами МР-3. Сам шов относительно чистый, в корне трещины. Пригласили главного сварщика монтажников на шов, на эстакаде наверху трещины видит, спускается на землю, говорит что трещин нет. Пока главный инженер на шов в белом костюме не слазил, монтажники в отказ шли.
Тут поспорю, капиллярка процесс длительный по сравнению с магниткой и более зависимый от шероховатости. Фоном не пользовался, поставил магнит, нанес суспензию, подождал, когда сбежит. Есть индикаторный след - пилим, нет - варим.
Это не шутка, когда шов выбирают, то дефекты, особенно трещины, слесари и сварщики не "видят". Да и шов редко когда выбирается полностью. С мпд очень наглядно получается. Если провел мпд и подтвердил отсутствие дефектов, то после ремонта и узк дефектов значительно меньше.
Склонность сталей к образованию трещин смотри в приложении к ГОСТ 52630.
А из жизни был случай: трубы из 09Г2С заварили электродами МР-3. Сам шов относительно чистый, в корне трещины. Пригласили главного сварщика монтажников на шов, на эстакаде наверху трещины видит, спускается на землю, говорит что трещин нет. Пока главный инженер на шов в белом костюме не слазил, монтажники в отказ шли.
Я, конечно, больше трубопроводами занимаюсь, поэтому в трещины не верю, а тем более в их ремонт. Сварщики, которые варят с трещинами при нормально отработанной технологии, у нас сразу уходят на пожизненную сварку заборов, мангалов и прочей сувенирной продукции. А уж МК с ПВК на строительных конструкциях вообще из области эротических фантазий. Если настолько ответственные конструкции, то надо начинать с подбора персонала и соблюдения технологии.
Надо подбирать нормальную подрядную организацию за нормальные деньги, а не проводить тендеры между пятью конторами которые зарегистрированы в одном здании.Если настолько ответственные конструкции, то надо начинать с подбора персонала и соблюдения технологии.
А с севера приезжала у нас тут одна бригада, мечта дефектоскописта, между вахтами пошабашить захотели.
Дефектов по УЗК нет, ВИК с первого раза, лепота
Михаил57
Дефектоскопист всея Руси
- Регистрация
- 06.03.2013
- Сообщения
- 10,960
- Реакции
- 1,067
Насколько я понял ТС, выбирать ему не из кого и устранять брак будут те, кто его сделал.Надо подбирать нормальную подрядную организацию за нормальные деньги, а не проводить тендеры между пятью конторами которые зарегистрированы в одном здании.
А с севера приезжала у нас тут одна бригада, мечта дефектоскописта, между вахтами пошабашить захотели.
Дефектов по УЗК нет, ВИК с первого раза, лепота
а чем 09Г2С так особенно "хороша" в этом смысле?провести мпд после выборки дефектов, особенно для 09Г2С
Вот набросал инструкцию по ремонту швов.
Что посоветуете убрать, что добавить?
и да, почему предварительный нагрев делается именно 100-120-130 градусов? Почему не до более высоких температур?
1. Сварные соединения, не отвечающие требованиям к их качеству, подлежат исправлению. Дефектные швы могут быть исправлены одним из следующих способов: механической зачисткой, переваркой дефектных участков, частичным или полным их удалением с последующей переваркой. Способ исправления устанавливается руководителями сварочных работ предприятия.
2. Наплывы и недопустимая выпуклость (усиление) сварных стыковых и угловых швов устраняют удалением излишнего металла абразивным кругом.
3. При ремонте дефектных участков необходимо визуально контролировать следующие параметры:
— полноту удаления дефекта;
— размеры выборки дефектного участка;
— форму разделки кромок в зоне выборки;
— зачистку поверхности выборки;
— наличие дефектов в сваренном (ремонтном) соединении и околошовной зоны: форму шва, наличие плавного перехода к основному металлу, ширину и высоту шва и др.
4. Чрезмерная вогнутость и неполномерность шва, а также недопустимые подрезы, исправляют ручной дуговой сваркой путём наложения дополнительного металла в шов с предварительным подогревом места ремонта до (100-120)°С и с последующей зачисткой.
5. Все ожоги поверхности основного металла сварочной дугой следует зачищать абразивным инструментом на глубину не более 0,5 мм.
6. Перед сваркой следует тщательно зачистить дефектный участок до металлического блеска.
7. Если глубина подреза, не приводит к недопустимому ослаблению рабочего сечения свариваемых конструкций, то его можно плавно зачистить шлифовальным кругом.
8. Ослабление сечения при обработке сварных соединений (углубление в основной металл)
не должно превышать 3 % толщины свариваемого элемента, но не более 1 мм.
9. При удалении поверхностных дефектов с торца шва абразивным инструментом без последующей подварки допустимое суммарное ослабление сечения (с учетом допустимого ослабления по толщине) не должно превышать 5 %. После обработки торцов швов необходимо притупить острые грани.
10. При обработке шлифмашинками нельзя допускать ожогов металла в виде черных пятен или цветов побежалости на зачищенных местах, образующихся в результате выделения значительного количества тепла при сильном нажатии на абразивный круг и медленном перемещении его по обрабатываемой поверхности.
11. При удалении механизированной зачисткой дефектов сварных соединений, корня шва
и прихваток риски от абразивного инструмента на поверхности металла необходимо направлять вдоль сварного соединения, при зачистке мест установки начальных и выводных планок — вдоль торцевых кромок свариваемых элементов конструкций; при удалении усиления шва — под углом от 40° до 50° к оси шва
12. . В стыковых швах, выполненных автоматической сваркой под флюсом, допускается заваривать короткие дефектные участки (длиной до 400 мм) полуатоматической сваркой с обязательным предварительным подогревом места ремонта шва до температуры (100-120) °С и с последующей механической обработкой отремонтированного участка.
13. При обнаружении трещин в шве и околошовной зоне устанавливают их протяженность с помощью УЗК, после чего участок, пораженный трещиной, подготавливают под заварку. Для этого необходимо сначала засверлить диаметром 5-8 мм концы обнаруженной трещины плюс 30 мм, затем снять фаски вдоль трещины с образованием V-образной разделки кромок с общим углом раскрытия 60-70°. Снятие фасок выполняют
Что посоветуете убрать, что добавить?
и да, почему предварительный нагрев делается именно 100-120-130 градусов? Почему не до более высоких температур?
1. Сварные соединения, не отвечающие требованиям к их качеству, подлежат исправлению. Дефектные швы могут быть исправлены одним из следующих способов: механической зачисткой, переваркой дефектных участков, частичным или полным их удалением с последующей переваркой. Способ исправления устанавливается руководителями сварочных работ предприятия.
2. Наплывы и недопустимая выпуклость (усиление) сварных стыковых и угловых швов устраняют удалением излишнего металла абразивным кругом.
3. При ремонте дефектных участков необходимо визуально контролировать следующие параметры:
— полноту удаления дефекта;
— размеры выборки дефектного участка;
— форму разделки кромок в зоне выборки;
— зачистку поверхности выборки;
— наличие дефектов в сваренном (ремонтном) соединении и околошовной зоны: форму шва, наличие плавного перехода к основному металлу, ширину и высоту шва и др.
4. Чрезмерная вогнутость и неполномерность шва, а также недопустимые подрезы, исправляют ручной дуговой сваркой путём наложения дополнительного металла в шов с предварительным подогревом места ремонта до (100-120)°С и с последующей зачисткой.
5. Все ожоги поверхности основного металла сварочной дугой следует зачищать абразивным инструментом на глубину не более 0,5 мм.
6. Перед сваркой следует тщательно зачистить дефектный участок до металлического блеска.
7. Если глубина подреза, не приводит к недопустимому ослаблению рабочего сечения свариваемых конструкций, то его можно плавно зачистить шлифовальным кругом.
8. Ослабление сечения при обработке сварных соединений (углубление в основной металл)
не должно превышать 3 % толщины свариваемого элемента, но не более 1 мм.
9. При удалении поверхностных дефектов с торца шва абразивным инструментом без последующей подварки допустимое суммарное ослабление сечения (с учетом допустимого ослабления по толщине) не должно превышать 5 %. После обработки торцов швов необходимо притупить острые грани.
10. При обработке шлифмашинками нельзя допускать ожогов металла в виде черных пятен или цветов побежалости на зачищенных местах, образующихся в результате выделения значительного количества тепла при сильном нажатии на абразивный круг и медленном перемещении его по обрабатываемой поверхности.
11. При удалении механизированной зачисткой дефектов сварных соединений, корня шва
и прихваток риски от абразивного инструмента на поверхности металла необходимо направлять вдоль сварного соединения, при зачистке мест установки начальных и выводных планок — вдоль торцевых кромок свариваемых элементов конструкций; при удалении усиления шва — под углом от 40° до 50° к оси шва
12. . В стыковых швах, выполненных автоматической сваркой под флюсом, допускается заваривать короткие дефектные участки (длиной до 400 мм) полуатоматической сваркой с обязательным предварительным подогревом места ремонта шва до температуры (100-120) °С и с последующей механической обработкой отремонтированного участка.
13. При обнаружении трещин в шве и околошовной зоне устанавливают их протяженность с помощью УЗК, после чего участок, пораженный трещиной, подготавливают под заварку. Для этого необходимо сначала засверлить диаметром 5-8 мм концы обнаруженной трещины плюс 30 мм, затем снять фаски вдоль трещины с образованием V-образной разделки кромок с общим углом раскрытия 60-70°. Снятие фасок выполняют
Посмотрел. Для сталей типа 09Г2С - склонность к трещинообразованию при сваривании толщин от 30 мм и выше.Склонность сталей к образованию трещин смотри в приложении к ГОСТ 52630.
Контролирую в основном низкоуглеродистые стали, трещины видел только при стыковке листов 12-20 мм, после того как их прогоняли через листоправильную машину.
Были видны визуально, в околошовной зоне, в месте перехода от усиления к основному металлу. Что бы просто треснуло от сварки - не, такого не видал))
Несплавления да, это дежурная беда..
Вложения
Последнее редактирование:
Несплавления да, это дежурная беда..
Несплавления при РД? Заставить чистить послойно не пробовали?
Несплавления при РД? Заставить чистить послойно не пробовали?
При сварке полуавтоматом. И УЗК.
Послойно - нет в наличии комплекта капиллярки, а МПД вообще нет.
Singelschucher
Специалист
- Регистрация
- 23.01.2015
- Сообщения
- 390
- Реакции
- 46
Так вы посмотрите показатель относительного удлинения у этой стали - он самый высокий из строительных сталей. Там просто неоткуда трещать.Посмотрел. Для сталей типа 09Г2С - склонность к трещинообразованию при сваривании толщин от 30 мм и выше.
Нередко подбрасывает сюрпризы с расслоениями и повышенным содержанием неметаллических включений. Отсюда и рекомендации по МПД и КД на кромках и ремонтных выборках. Впрочем, если не было контроля кромок и контроля зоны сканирования на расслоения, возможен пропуск дефектов при УЗК. А такой этап контроля не всеми НТД предусмотрен.а чем 09Г2С так особенно "хороша" в этом смысле?
Относительное удлинение - характеристика только основного металла. В ЗТВ свойства другие. Жесткими режимами сварки можно такой видманштетт в зоне перегрева вырастить, что трещать будет за милую душу.Так вы посмотрите показатель относительного удлинения у этой стали - он самый высокий из строительных сталей. Там просто неоткуда трещать.
UZK-Element
Мастер дефектоскопии
- Регистрация
- 14.03.2015
- Сообщения
- 1,002
- Реакции
- 68
да вы мил человек конструкций то не видели...Я, конечно, больше трубопроводами занимаюсь, поэтому в трещины не верю, а тем более в их ремонт. Сварщики, которые варят с трещинами при нормально отработанной технологии, у нас сразу уходят на пожизненную сварку заборов, мангалов и прочей сувенирной продукции. А уж МК с ПВК на строительных конструкциях вообще из области эротических фантазий. Если настолько ответственные конструкции, то надо начинать с подбора персонала и соблюдения технологии.
трещины снились ...
сварщики которые варят с трещинами"" ?! :lol: механизм их образования знаком ?
Посмотрел. Для сталей типа 09Г2С - склонность к трещинообразованию при сваривании толщин от 30 мм и выше.
Контролирую в основном низкоуглеродистые стали, трещины видел только при стыковке листов 12-20 мм, после того как их прогоняли через листоправильную машину.
Были видны визуально, в околошовной зоне, в месте перехода от усиления к основному металлу. Что бы просто треснуло от сварки - не, такого не видал))
Несплавления да, это дежурная беда..
Находил трещины в основном металле полки рядом с тавровым швом ребер жесткости.
Похожие темы
- Ответы
- 5
- Просмотры
- 23K
Поделиться: