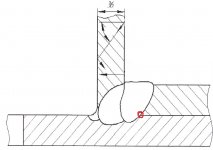
Вы знаете, мне однажды пришлось контролировать интересный узел (см. картинку). Так вот на картинке этого не отмечено, но там, как выяснилось уже в процессе нашего контроля, есть конструктивный непровар (3-5 мм в месте с красным кружочком). Я уж не буду говорить о том, почему этого непровара не было изначально в чертежах, а появился он уже после сдачи оборудования

Так вот смысл весь в том, что это 3 категория, УЗК никто и не задавал изначально. Но только, по моим скромным предположениям, нарушена была технология изготовления: сварка велась в цеху зимой, примерно в -30, без сопутствующего подогрева. Поэтому оборудование мирно сдали заказчику с протоколами по ВИК (может еще КК, не помню), а потом полезли холодные трещины в основной металл из СС. На этом оборудовании я видела самые большие трещины в своей жизни - 2,5 м:drinks: в теле СС почти по трети длины окружности.
Так вот мы там делали УЗК, находили эти трещины, обмеряли, вырезали, что-то даже старались ремонтировать. А дефекты рядом с зазором нам помог идентифицировать как раз УЗК на ФР. Так что, мне кажется, что все возможно, только иногда сложно и совсем не нужноardon: