Дмитрий1992
Новичок
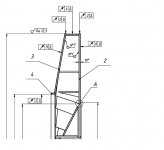
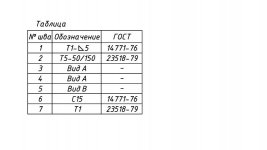
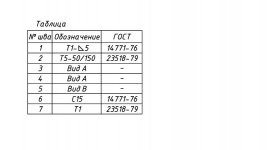
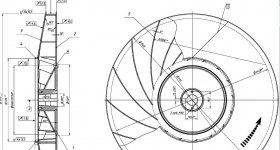
Здравствуйте. Хочу проконсультироваться у более опытных дефектоскопистов. На работе просят произвести контроль сварки сталь наподобии Хардокс https://defektoskopist.ru/attachment.php?attachmentid=15705&d=1547530178 Сварные швы с конструкторским непроваром.https://defektoskopist.ru/attachment.php?attachmentid=15706&d=1547530178 Толщина лопатки 6 мм. сварной шов Т1- 5
Просят проверить именно сврной шов 100 %
Ждут ответа есть возможность или нет. ну и объяснений
Просят проверить именно сврной шов 100 %
Ждут ответа есть возможность или нет. ну и объяснений
Вложения
Последнее редактирование:
")