В
В мире НК
Guest
Об авторе
При строительстве морских и континентальных газо- и нефтепроводов трубы автоматически свариваются встык, затем быстро проверяются, изолируются и укладываются на шельф. Не вызывает сомнения необходимость обнаружения, оценки и ремонта дефектов сварки с высокой производительностью и надежностью с целью соблюдения сроков строительства, поэтому высокоскоростной автоматический ультразвуковой контроль (АУЗК) очень востребован как единственное решение, способное заменить радиографию в соответствии с имеющимися стандартами.
АУЗК стыковых швов труб осуществляется посредством сканирования вдоль линии сплавления с использованием нескольких ультразвуковых преобразователей (ПЭП), расположенных на внешней поверхности трубы с обеих сторон от шва. Сканер перемещает ПЭП и датчик координаты вдоль орбитального трака. В ранее разработанных системах АУЗК для подключения ПЭП, датчика координаты и мотора сканера к электронному блоку, реализующему излучение-прием ультразвуковых импульсов, управление, обработку и запись данных контроля, применяется многоканальный аналоговый кабель. Электронный блок обычно размещается в кабине автомобиля или в специально оборудованном помещении на трубоукладочном корабле на расстоянии до нескольких десятков метров от участка сканирования. АУЗК стыков труб выполняется бригадой из трех операторов: двое заняты установкой/съемом сканера с ПЭП на трубу, а третий управляет автоматическим сканированием, наблюдает за индикацией и процессом записи результатов, а также принимает окончательное решение о годности сварного шва или необходимости ремонта.
АУЗК стыковых швов труб регламентируется рядом стандартов, а именно: ASTM E-1961, API 1104, и DNV 2000 OS- F101, в соответствии с которыми объем сварного соединения позонно прозвучивается сфокусированными лучами (рис. 2):
Необходимо войти для просмотра
Необходимо войти для просмотра
Рис. 2. Пример профиля сварного шва и разделение на зоны с целью выявления несплавлений по кромке (а) и обнаружения дефектов в наплавленном металле (б)
Выбранные зоны последовательно прозвучиваются независимо друг от друга в соответствующих циклах илучения приема. Благодаря электронному управлению апертурой и ультразвуковым лучом, использование фазированных решеток (ФР) значительно уменьшает количество ПЭП, необходимых для многозонового прозвучивания. Это упрощает устройство сканирования и ускоряет контроль. Использование нескольких дополнительных TOFD и обычных ПЭП одновременно с ФР обеспечивает полноту прозвучивания шва: ФР ПЭП осуществляют эхо-импульсный и тандем-контроль на наличие компактных и линейно протяженных дефектов на поверхностях разделки (кромках) основного металла и в объеме наплавленного металла; обычные ПЭП применяются для обнаружения поперечных дефектов (Ки Х-схемы прозвучивания), расслоений в зоне термического влияния в основном металле и т.п.; TOFD ПЭП реализуют контроль по комплиментарной технологии, основанной на обнаружении дефектов по дифрагированным сигналам. Способность обнаружения дефектов в каждой зоне обеспечивается за счет калибровки системы АУЗК на специально изготавливаемых образцах, содержащих заданное число искусственных дефектов, чьи расположение, ориентация, форма и размеры полностью воспроизводят разнообразие дефектов, подлежащих обнаружению и записи.
Необходимо войти для просмотра
Пасси Гарри
Генеральный директор и научный руководитель фирмы Sonotron NDT (Израиль).
Доктор наук, профессор,
III уровень НК в пяти дисциплинах (UT, ET, MPI, MIA, RT).
Пасси Гарри
Генеральный директор и научный руководитель фирмы Sonotron NDT (Израиль).
Доктор наук, профессор,
III уровень НК в пяти дисциплинах (UT, ET, MPI, MIA, RT).
При строительстве морских и континентальных газо- и нефтепроводов трубы автоматически свариваются встык, затем быстро проверяются, изолируются и укладываются на шельф. Не вызывает сомнения необходимость обнаружения, оценки и ремонта дефектов сварки с высокой производительностью и надежностью с целью соблюдения сроков строительства, поэтому высокоскоростной автоматический ультразвуковой контроль (АУЗК) очень востребован как единственное решение, способное заменить радиографию в соответствии с имеющимися стандартами.
Необходимо войти для просмотра
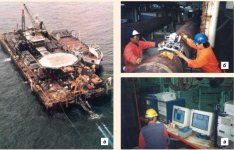
Рис. 1. Общий вид трубоукладочного корабля (а), установка/съем сканера и ПЭП на трубу (б), комната для размещения аппаратуры, управления сканированием и регистрации результатов контроля (в)
Рис. 1. Общий вид трубоукладочного корабля (а), установка/съем сканера и ПЭП на трубу (б), комната для размещения аппаратуры, управления сканированием и регистрации результатов контроля (в)
АУЗК стыковых швов труб осуществляется посредством сканирования вдоль линии сплавления с использованием нескольких ультразвуковых преобразователей (ПЭП), расположенных на внешней поверхности трубы с обеих сторон от шва. Сканер перемещает ПЭП и датчик координаты вдоль орбитального трака. В ранее разработанных системах АУЗК для подключения ПЭП, датчика координаты и мотора сканера к электронному блоку, реализующему излучение-прием ультразвуковых импульсов, управление, обработку и запись данных контроля, применяется многоканальный аналоговый кабель. Электронный блок обычно размещается в кабине автомобиля или в специально оборудованном помещении на трубоукладочном корабле на расстоянии до нескольких десятков метров от участка сканирования. АУЗК стыков труб выполняется бригадой из трех операторов: двое заняты установкой/съемом сканера с ПЭП на трубу, а третий управляет автоматическим сканированием, наблюдает за индикацией и процессом записи результатов, а также принимает окончательное решение о годности сварного шва или необходимости ремонта.
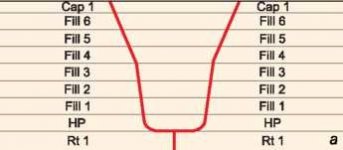
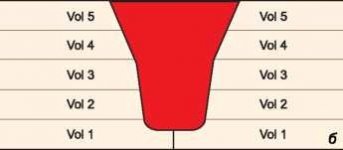
АУЗК стыковых швов труб регламентируется рядом стандартов, а именно: ASTM E-1961, API 1104, и DNV 2000 OS- F101, в соответствии с которыми объем сварного соединения позонно прозвучивается сфокусированными лучами (рис. 2):
Необходимо войти для просмотра
Необходимо войти для просмотра
Рис. 2. Пример профиля сварного шва и разделение на зоны с целью выявления несплавлений по кромке (а) и обнаружения дефектов в наплавленном металле (б)
Выбранные зоны последовательно прозвучиваются независимо друг от друга в соответствующих циклах илучения приема. Благодаря электронному управлению апертурой и ультразвуковым лучом, использование фазированных решеток (ФР) значительно уменьшает количество ПЭП, необходимых для многозонового прозвучивания. Это упрощает устройство сканирования и ускоряет контроль. Использование нескольких дополнительных TOFD и обычных ПЭП одновременно с ФР обеспечивает полноту прозвучивания шва: ФР ПЭП осуществляют эхо-импульсный и тандем-контроль на наличие компактных и линейно протяженных дефектов на поверхностях разделки (кромках) основного металла и в объеме наплавленного металла; обычные ПЭП применяются для обнаружения поперечных дефектов (Ки Х-схемы прозвучивания), расслоений в зоне термического влияния в основном металле и т.п.; TOFD ПЭП реализуют контроль по комплиментарной технологии, основанной на обнаружении дефектов по дифрагированным сигналам. Способность обнаружения дефектов в каждой зоне обеспечивается за счет калибровки системы АУЗК на специально изготавливаемых образцах, содержащих заданное число искусственных дефектов, чьи расположение, ориентация, форма и размеры полностью воспроизводят разнообразие дефектов, подлежащих обнаружению и записи.