В
В мире НК
Guest
Об авторах
Необходимо войти для просмотра
Гурьева
Тамара Михайловна
Начальник группы ФГУП «НИИЭФА им. Д.В. Ефремова» (Санкт-Петербург), II уровень по акустическому, капиллярному и рентгеновскому контролю. Научные интересы: разработка и внедрение прогрессивных методов и средств НК качества высокоэнергетических объектов.
Необходимо войти для просмотра
Егоров
Николай Николаевич
Технический директор по ультразвуковому оборудованию ЗАО «ТЕСТРОН» (Санкт- Петербург), к. ф.-м. н., доцент. Научные интересы: дифракционные задачи акустики, автоматизированные системы УЗК качества изделий ответственного назначения.
Введение
Создание новых технических средств ответственного назначения предъявляет все более высокие требования к контролю качества их изготовления, а также к будущей эксплуатационной безопасности. Высокий уровень достоверности контроля обеспечивают автоматизированные системы ультразвуковой визуализации [1, 2], позволяющие получать трехмерные представления результатов обследования объектов. С помощью таких систем успешно решаются задачи дефектометрии. При УЗК сложных многослойных изделий возникает необходимость применения акустической голографии - интерференционного способа получения изображений различных объектов с помощью акустических волн. Используются такие ее достоинства, как трехмерность и точность представления результатов контроля, высокая помехоустойчивость, широкие возможности обработки и корректировки полученной информации. Применение методов голографической интерферометрии позволяет обнаруживать и измерять слабо отражающие объекты благодаря лишь изменению фазы взаимодействующего с ними поля. Хорошие результаты при исследовании «фазовых» объектов дает использование донного зеркального сигнала. В этом случае зондирующее излучение дважды проходит сквозь объекты (схема на отражение), способствуя повышению фазового контраста.
Сущность голографического метода состоит в одновременной регистрации амплитуды и фазы рассеянного объектами волнового поля. Способы регистрации зависят от свойств приемника и всего приемного тракта в целом. Так, в оптике вследствие использования очень высоких значений несущей частоты (~ 1014 Гц) не существует приемников с малой постоянной времени. Поэтому вынужденно применяют квадратичные приемники с большой постоянной времени. При этом единственным способом регистрации фазы является интерференционный метод.
Более широкие возможности реализуются в акустике, где кроме квадратичных приемников существуют и используются удобные линейные приемники ультразвука. Это приводит к ряду особенностей, не имеющих аналогов в оптике и расширяющих возможности голографического метода. Для квадратичного приемника требуется сначала сложить опорную и рассеянную объектом волны, а затем зарегистрировать результат их интерференции. Для линейного приемника звука порядок операций может быть либо таким же, либо иным. Сначала регистрируют рассеянную объектом волну и уже после этого складывают ее с опорной. Благодаря этому реальный акустический сигнал можно заменить специальным электрическим сигналом в регистрирующем приборе после приема объектной волны. Таким сигналом может быть измененный сигнал генератора, питающего излучатель.
При использовании малоинерционного линейного приемника звука можно вообще отказаться от опорного сигнала (реального акустического или имитированного электрического), так как в этом случае в каждый момент времени регистрируется «мгновенная картина» акустического поля. В отличие от интерференционного метода фаза объектной волны регистрируется не по отношению к фазе опорного сигнала, а по отношению к определенному моменту времени регистрации. Полученная картина поля представляет собой голограмму «с временным репером». Подобные этой голограммы получают в успешно развивающейся импульсной голографии, использующей когерентные импульсные сигналы.
Применение высокопроизводительных ЭВМ для обработки голограмм является весьма перспективным. Развиваются комбинированные способы сканирования как с помощью механического перемещения, так и путем электрической коммутации элементов в многоэлементных акустических системах. Немаловажным фактором является высокое качество аппаратуры, обеспечивающей регистрацию и обработку информации. Ультразвуковые преобразователи должны быть линейными, широкополосными и свободными от внутренних паразитных сигналов. Столь же линейным, широкополосным и помехозащищенным должен быть приемноусилительный тракт. Максимально возможной должна быть частота дискретизации сигнала перед его вводом в ЭВМ (в практической дефектоскопии - не менее 100 МГц). Для получения высококачественных изображений необходимо обеспечивать максимально возможную стабильность работы синхронизирующих и дискретизирующих устройств.
В данной работе описаны возможности ультразвукового интерференционного сканирующего дефектоскопа (ИСД) при контроле качества различных объектов.
Аппаратура
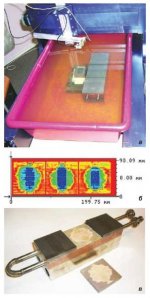
В состав ИСД (рис. 1) входят: прецизионный сканер с устройством управления; электронный блок восьмиканального ультразвукового дефектоскопа «ФАЗУС»; высокопроизводительная ЭВМ.
Используется иммерсионный, струйный, щелевой или контактный ввод различных волн (объемных продольной и поперечной, поверхностной
Рэлея, нормальной Лэмба) в объект контроля под необходимыми углами с помощью набора ПЭП. Возможно применение совмещенных, раздельно- совмещенных, фокусирующих и высокотемпературных ПЭП. При УЗК применяли частоты от 1 до 15 МГц. В каждой точке зондирования проводится запись полного А-скана в необработанном виде. В процессе сканирования с целью оперативного контроля работоспособности аппаратуры в реальном масштабе времени и достижения высокой производительности УЗК на экран монитора выводится только «традиционная» дефектограмма (изменение цвета при выполнении принятого условия сравнения амплитуды сигнала с уровнем строба). После завершения сканирования вся полученная информация автоматически сохраняется в базе данных. В режиме постпроцессинга исследуются интерференционные изображения поверхностей и внутренней структуры объекта контроля, полученные в результате дифракции на них падающего акустического импульса. Применение метода дифференциально-интерференционного контраста («цветного» контраста) позволяет увеличить разрешающую способность ИСД за счет дополнительного цветового оформления контуров и фона.
В режиме постпроцессорной обработки ИСД имеет следующие сервисные возможности исследования полученных результатов контроля:
1. Анализ интерферограмм на поверхностях и на любой глубине внутри объекта.
2. Просмотр и анализ А-скана в любой точке зондирования.
3. Просмотр и анализ В-сканов во взаимно-перпендикулярных сечениях объекта, проходящих через ось зондирования в любой точке.
4. Послойный анализ поля внутри объекта.
5. Амплитудная фильтрация сигналов с помощью цветовой шкалы.
6. Изменение границ и уровней стробов позволяет глобально и локально исследовать результаты контроля при различной чувствительности без повторного сканирования.
7. Применение акустической лупы позволяет визуализировать и исследовать поверхности одинаковой фазы, весьма чувствительные к неоднородностям.
8. Измерение расстояний в трехмерном пространстве.
9. Исследование с помощью сечений внутренних неоднородностей и определение их геометрических параметров.
Контроль поверхностей
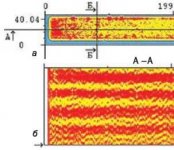
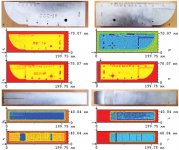
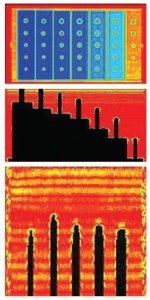
УЗК поверхности и приповерхностного слоя амплитудным эхо-импульсным дефектоскопом, работающим с использованием продольной волны, практически невозможен из-за большой «мертвой зоны». Однако с помощью ИСД эта проблема может быть успешно преодолена.
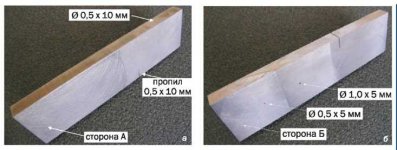
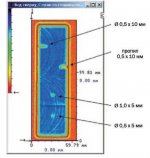
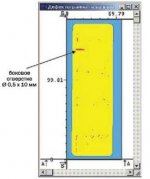
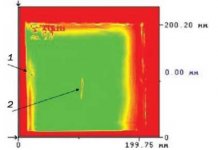
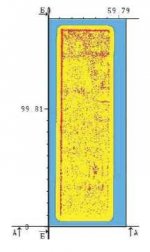
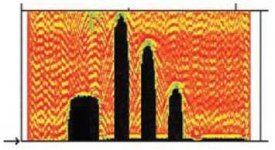
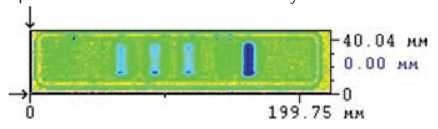
На рис. 2 изображен вольфрамовый образец, в котором электроэрозионным способом изготовлены боковой пропил шириной 0,5 мм и три глухих неплоскодонных отверстия диаметрами 0,5; 0,5 и 1,0 мм. На поверхностях видны следы механической обработки.
Необходимо войти для просмотра
Гурьева
Тамара Михайловна
Начальник группы ФГУП «НИИЭФА им. Д.В. Ефремова» (Санкт-Петербург), II уровень по акустическому, капиллярному и рентгеновскому контролю. Научные интересы: разработка и внедрение прогрессивных методов и средств НК качества высокоэнергетических объектов.
Необходимо войти для просмотра
Егоров
Николай Николаевич
Технический директор по ультразвуковому оборудованию ЗАО «ТЕСТРОН» (Санкт- Петербург), к. ф.-м. н., доцент. Научные интересы: дифракционные задачи акустики, автоматизированные системы УЗК качества изделий ответственного назначения.
Введение
Создание новых технических средств ответственного назначения предъявляет все более высокие требования к контролю качества их изготовления, а также к будущей эксплуатационной безопасности. Высокий уровень достоверности контроля обеспечивают автоматизированные системы ультразвуковой визуализации [1, 2], позволяющие получать трехмерные представления результатов обследования объектов. С помощью таких систем успешно решаются задачи дефектометрии. При УЗК сложных многослойных изделий возникает необходимость применения акустической голографии - интерференционного способа получения изображений различных объектов с помощью акустических волн. Используются такие ее достоинства, как трехмерность и точность представления результатов контроля, высокая помехоустойчивость, широкие возможности обработки и корректировки полученной информации. Применение методов голографической интерферометрии позволяет обнаруживать и измерять слабо отражающие объекты благодаря лишь изменению фазы взаимодействующего с ними поля. Хорошие результаты при исследовании «фазовых» объектов дает использование донного зеркального сигнала. В этом случае зондирующее излучение дважды проходит сквозь объекты (схема на отражение), способствуя повышению фазового контраста.
Сущность голографического метода состоит в одновременной регистрации амплитуды и фазы рассеянного объектами волнового поля. Способы регистрации зависят от свойств приемника и всего приемного тракта в целом. Так, в оптике вследствие использования очень высоких значений несущей частоты (~ 1014 Гц) не существует приемников с малой постоянной времени. Поэтому вынужденно применяют квадратичные приемники с большой постоянной времени. При этом единственным способом регистрации фазы является интерференционный метод.
Более широкие возможности реализуются в акустике, где кроме квадратичных приемников существуют и используются удобные линейные приемники ультразвука. Это приводит к ряду особенностей, не имеющих аналогов в оптике и расширяющих возможности голографического метода. Для квадратичного приемника требуется сначала сложить опорную и рассеянную объектом волны, а затем зарегистрировать результат их интерференции. Для линейного приемника звука порядок операций может быть либо таким же, либо иным. Сначала регистрируют рассеянную объектом волну и уже после этого складывают ее с опорной. Благодаря этому реальный акустический сигнал можно заменить специальным электрическим сигналом в регистрирующем приборе после приема объектной волны. Таким сигналом может быть измененный сигнал генератора, питающего излучатель.
При использовании малоинерционного линейного приемника звука можно вообще отказаться от опорного сигнала (реального акустического или имитированного электрического), так как в этом случае в каждый момент времени регистрируется «мгновенная картина» акустического поля. В отличие от интерференционного метода фаза объектной волны регистрируется не по отношению к фазе опорного сигнала, а по отношению к определенному моменту времени регистрации. Полученная картина поля представляет собой голограмму «с временным репером». Подобные этой голограммы получают в успешно развивающейся импульсной голографии, использующей когерентные импульсные сигналы.
Применение высокопроизводительных ЭВМ для обработки голограмм является весьма перспективным. Развиваются комбинированные способы сканирования как с помощью механического перемещения, так и путем электрической коммутации элементов в многоэлементных акустических системах. Немаловажным фактором является высокое качество аппаратуры, обеспечивающей регистрацию и обработку информации. Ультразвуковые преобразователи должны быть линейными, широкополосными и свободными от внутренних паразитных сигналов. Столь же линейным, широкополосным и помехозащищенным должен быть приемноусилительный тракт. Максимально возможной должна быть частота дискретизации сигнала перед его вводом в ЭВМ (в практической дефектоскопии - не менее 100 МГц). Для получения высококачественных изображений необходимо обеспечивать максимально возможную стабильность работы синхронизирующих и дискретизирующих устройств.
В данной работе описаны возможности ультразвукового интерференционного сканирующего дефектоскопа (ИСД) при контроле качества различных объектов.
Аппаратура
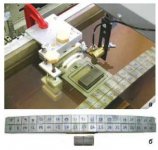
В состав ИСД (рис. 1) входят: прецизионный сканер с устройством управления; электронный блок восьмиканального ультразвукового дефектоскопа «ФАЗУС»; высокопроизводительная ЭВМ.
Необходимо войти для просмотра
Рис. 1. Интерференционный сканирующий дефектоскоп (лабораторный вариант)
Рис. 1. Интерференционный сканирующий дефектоскоп (лабораторный вариант)
Используется иммерсионный, струйный, щелевой или контактный ввод различных волн (объемных продольной и поперечной, поверхностной
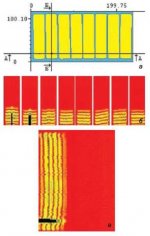
Рэлея, нормальной Лэмба) в объект контроля под необходимыми углами с помощью набора ПЭП. Возможно применение совмещенных, раздельно- совмещенных, фокусирующих и высокотемпературных ПЭП. При УЗК применяли частоты от 1 до 15 МГц. В каждой точке зондирования проводится запись полного А-скана в необработанном виде. В процессе сканирования с целью оперативного контроля работоспособности аппаратуры в реальном масштабе времени и достижения высокой производительности УЗК на экран монитора выводится только «традиционная» дефектограмма (изменение цвета при выполнении принятого условия сравнения амплитуды сигнала с уровнем строба). После завершения сканирования вся полученная информация автоматически сохраняется в базе данных. В режиме постпроцессинга исследуются интерференционные изображения поверхностей и внутренней структуры объекта контроля, полученные в результате дифракции на них падающего акустического импульса. Применение метода дифференциально-интерференционного контраста («цветного» контраста) позволяет увеличить разрешающую способность ИСД за счет дополнительного цветового оформления контуров и фона.
В режиме постпроцессорной обработки ИСД имеет следующие сервисные возможности исследования полученных результатов контроля:
1. Анализ интерферограмм на поверхностях и на любой глубине внутри объекта.
2. Просмотр и анализ А-скана в любой точке зондирования.
3. Просмотр и анализ В-сканов во взаимно-перпендикулярных сечениях объекта, проходящих через ось зондирования в любой точке.
4. Послойный анализ поля внутри объекта.
5. Амплитудная фильтрация сигналов с помощью цветовой шкалы.
6. Изменение границ и уровней стробов позволяет глобально и локально исследовать результаты контроля при различной чувствительности без повторного сканирования.
7. Применение акустической лупы позволяет визуализировать и исследовать поверхности одинаковой фазы, весьма чувствительные к неоднородностям.
8. Измерение расстояний в трехмерном пространстве.
9. Исследование с помощью сечений внутренних неоднородностей и определение их геометрических параметров.
Контроль поверхностей
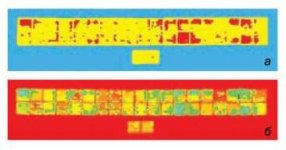
УЗК поверхности и приповерхностного слоя амплитудным эхо-импульсным дефектоскопом, работающим с использованием продольной волны, практически невозможен из-за большой «мертвой зоны». Однако с помощью ИСД эта проблема может быть успешно преодолена.
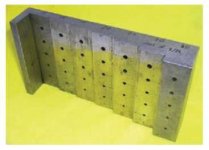
На рис. 2 изображен вольфрамовый образец, в котором электроэрозионным способом изготовлены боковой пропил шириной 0,5 мм и три глухих неплоскодонных отверстия диаметрами 0,5; 0,5 и 1,0 мм. На поверхностях видны следы механической обработки.
Необходимо войти для просмотра
Рис. 2. Вольфрамовый образец 160 х 43 х11 мм: а - вид стороны А; б - вид стороны Б
Рис. 2. Вольфрамовый образец 160 х 43 х11 мм: а - вид стороны А; б - вид стороны Б