В
В мире НК
Guest
Способы сканирования при ультразвуковом контроле
Об авторе
Гурвич Анатолий Константинович
Главный научный сотрудник НИИ мостов и дефектоскопии,
д. т. н., профессор, почетный член Международной Академии НК.
В ультразвуковой дефектоскопии с 1 февраля 1953 г.
Обзор способов сканирования
Первоначальный смысл и буквальный перевод с английского языка термина «сканирование» (scan) - «пристально изучать, рассматривать внимательно». В этом обзоре мы внимательно рассмотрим или, проще говоря, просканируем способы сканирования объектов при ультразвуковом контроле.
Насколько мне помнится, термин «сканирование» пришел к нам в ультразвуковую дефектоскопию из радиолокации в начале 1950-х гг. После ряда изменений понятие термина «сканирование» трактуется как «перемещение по определенному закону какого-либо луча или пучка; сканирование осуществляют механическим или немеханическим способами. При немеханическом сканировании луч перемещается в результате электрического управления отдельными элементами неподвижного излучающего устройства» [1].
Но! Но и данную трактовку полезно было бы развить с учетом того, что:
а) с середины 1950-хх гг. известен способ сканирования качающимся ультразвуковым лучом, излучаемым специальным щупом (преобразователем) (рис. 1), перемещаемым вдоль контролируемого сварного соединения [2 - 5];
б) в 2009 г. российскими учеными предложен способ сканирования, при котором фактически отсутствует сканирование лучом - способ «виртуального» сканирования [7].
Становление и развитие способов сканирования проходило в эпоху, когда логарифмическая линейка и арифмометр заменяли калькулятор, карандаш и копировальная бумага - ксерокс, пишущая машинка и плакатные перья с тушью - персональный компьютер, когда отсутствовали вычислительная техника и даже предпосылки, что таковая может быть.
Понятно, что при ультразвуковом контроле способ сканирования и его параметры предопределялись (и предопределяются) конфигурацией и размерами объекта контроля, а также типом и размерами дефектов, подлежащих выявлению.
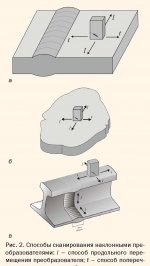
Жизнь «распорядилась» так, что развитие и внедрение в промышленность ультразвуковой дефектоскопии в СССР и в мировой практике (1952 - 1960 гг.) базировались (да и базируются сегодня) на контроле качества сварных соединений [8 - 11]. Для контроля сварных соединений потребовались наклонные пьезоэлектрические преобразователи (ПЭП) с углом ввода луча α = 45 ÷ 70°. Поиск дефектов осуществлялся перемещением ПЭП вдоль сварного шва (впоследствии, продольное сканирование, I) с периодическим возвратно-поступательным перемещением поперек шва (впоследствии, поперечное сканирование, t) (рис. 2а). Так к 1955 г. зародились способ сканирования продольным перемещением преобразователя и способ сканирования поперечным перемещением преобразователя [3, 4].
Естественно, что эти способы сканирования, разработанные применительно к контролю сварных соединений, распространяются и на контроль различных объектов, если воспринимать эти способы в редакции (рис. 26):
- способ сканирования продольным перемещением ПЭП (l) - это способ перемещения ПЭП в направлении по нормали к плоскости излучения волны;
- способ сканирования поперечным перемещением ПЭП (t) - это способ перемещения ПЭП в плоскости излучения волны.
Рис. 2в иллюстрирует применение этих способов при контроле таких сложных по конфигурации объектов, как рельсы.
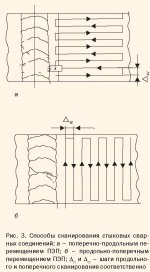
На базе этих способов сканирования впоследствии формируются их комбинации [3, 5]: способы сканирования поперечно-продольным и продольнопоперечным перемещениями ПЭП (рис. 3).
Если первый из этих двух способов оказался востребованным с первых дней рождения, то второй обрел жизнь лишь в возрасте ≈25 лет, после вскрытия его ранее неизвестных функциональных возможностей.
Теперь уже позволительно вспомнить, что «вскрытие» проводилось весной 1972 года совместно с научной сотрудницей в центральном парке курорта Друскининкай (Литва). Инструмент - шариковая ручка, большая тетрадь и костыли для передвижения.
Сформулированный в результате вскрытия «способ продольно-поперечного перемещения ПЭП с переменным шагом сканирования» [8, 12, 13] в 1980 - 83 гг. был реализован посредством специального устройства РУППС для контроля 18 тыс. м стыковых соединений при строительстве моста в г. Ханой (Вьетнам) [14, 15]. В последние лет 15 этот способ сканирования используется и при контроле стыковых сварных соединений дельта-методом [16]*.
В этот же период времени возникают способы сканирования «бегающим» лучом и качающимся лучом [4 - 6].
_________________________________________________
* Более поздний псевдоним - «TOFD»
Об авторе
Гурвич Анатолий Константинович
Главный научный сотрудник НИИ мостов и дефектоскопии,
д. т. н., профессор, почетный член Международной Академии НК.
В ультразвуковой дефектоскопии с 1 февраля 1953 г.
Обзор способов сканирования
Первоначальный смысл и буквальный перевод с английского языка термина «сканирование» (scan) - «пристально изучать, рассматривать внимательно». В этом обзоре мы внимательно рассмотрим или, проще говоря, просканируем способы сканирования объектов при ультразвуковом контроле.
Насколько мне помнится, термин «сканирование» пришел к нам в ультразвуковую дефектоскопию из радиолокации в начале 1950-х гг. После ряда изменений понятие термина «сканирование» трактуется как «перемещение по определенному закону какого-либо луча или пучка; сканирование осуществляют механическим или немеханическим способами. При немеханическом сканировании луч перемещается в результате электрического управления отдельными элементами неподвижного излучающего устройства» [1].
Но! Но и данную трактовку полезно было бы развить с учетом того, что:
а) с середины 1950-хх гг. известен способ сканирования качающимся ультразвуковым лучом, излучаемым специальным щупом (преобразователем) (рис. 1), перемещаемым вдоль контролируемого сварного соединения [2 - 5];
Необходимо войти для просмотра
б) в 2009 г. российскими учеными предложен способ сканирования, при котором фактически отсутствует сканирование лучом - способ «виртуального» сканирования [7].
Становление и развитие способов сканирования проходило в эпоху, когда логарифмическая линейка и арифмометр заменяли калькулятор, карандаш и копировальная бумага - ксерокс, пишущая машинка и плакатные перья с тушью - персональный компьютер, когда отсутствовали вычислительная техника и даже предпосылки, что таковая может быть.
Понятно, что при ультразвуковом контроле способ сканирования и его параметры предопределялись (и предопределяются) конфигурацией и размерами объекта контроля, а также типом и размерами дефектов, подлежащих выявлению.
Жизнь «распорядилась» так, что развитие и внедрение в промышленность ультразвуковой дефектоскопии в СССР и в мировой практике (1952 - 1960 гг.) базировались (да и базируются сегодня) на контроле качества сварных соединений [8 - 11]. Для контроля сварных соединений потребовались наклонные пьезоэлектрические преобразователи (ПЭП) с углом ввода луча α = 45 ÷ 70°. Поиск дефектов осуществлялся перемещением ПЭП вдоль сварного шва (впоследствии, продольное сканирование, I) с периодическим возвратно-поступательным перемещением поперек шва (впоследствии, поперечное сканирование, t) (рис. 2а). Так к 1955 г. зародились способ сканирования продольным перемещением преобразователя и способ сканирования поперечным перемещением преобразователя [3, 4].
Необходимо войти для просмотра
Естественно, что эти способы сканирования, разработанные применительно к контролю сварных соединений, распространяются и на контроль различных объектов, если воспринимать эти способы в редакции (рис. 26):
- способ сканирования продольным перемещением ПЭП (l) - это способ перемещения ПЭП в направлении по нормали к плоскости излучения волны;
- способ сканирования поперечным перемещением ПЭП (t) - это способ перемещения ПЭП в плоскости излучения волны.
Рис. 2в иллюстрирует применение этих способов при контроле таких сложных по конфигурации объектов, как рельсы.
На базе этих способов сканирования впоследствии формируются их комбинации [3, 5]: способы сканирования поперечно-продольным и продольнопоперечным перемещениями ПЭП (рис. 3).
Необходимо войти для просмотра
Если первый из этих двух способов оказался востребованным с первых дней рождения, то второй обрел жизнь лишь в возрасте ≈25 лет, после вскрытия его ранее неизвестных функциональных возможностей.
Теперь уже позволительно вспомнить, что «вскрытие» проводилось весной 1972 года совместно с научной сотрудницей в центральном парке курорта Друскининкай (Литва). Инструмент - шариковая ручка, большая тетрадь и костыли для передвижения.
Сформулированный в результате вскрытия «способ продольно-поперечного перемещения ПЭП с переменным шагом сканирования» [8, 12, 13] в 1980 - 83 гг. был реализован посредством специального устройства РУППС для контроля 18 тыс. м стыковых соединений при строительстве моста в г. Ханой (Вьетнам) [14, 15]. В последние лет 15 этот способ сканирования используется и при контроле стыковых сварных соединений дельта-методом [16]*.
В этот же период времени возникают способы сканирования «бегающим» лучом и качающимся лучом [4 - 6].
_________________________________________________
* Более поздний псевдоним - «TOFD»