В
В мире НК
Guest
О применимости технологии антенных решеток в решении задач УЗК опасных производственных объектов
Об авторах
Сотрудники Института неразрушающих методов исследования металлов ОАО НПО «ЦНИИТМАШ», г. Москва:
Необходимо войти для просмотра
Воронков Вадим Александрович
Заместитель директора, к. т. н.,
III уровень по УЗк и ВИК
Воронков Илья Вадимович
Младший научный сотрудник,
II уровень по УЗК
Сотрудники ООО «Акустические Контрольные Системы», г. Москва:
Необходимо войти для просмотра
Козлов Владимир Николаевич
Зам. директора по метрологии и качеству продукции, к. т. н.
Самокрутов Андрей Анатольевич
Генеральный директор, д. т. н.,
III уровень по акустическому и магнитному видам НК
Необходимо войти для просмотра
Шевалдыкин Виктор Гавриилович
Заместитель директора по научной работе, д. т. н.
На современном этапе развития ультразвуковой дефектоскопической науки и техники явно прослеживается тенденция к расширению круга задач, решения которых основываются на применении фазированных антенных решеток (ФР), что вызвано как требованиями практики, так и естественным развитием техники. Это видно хотя бы при анализе докладов на всех крупнейших международных конференциях за последние 10 лет: доля докладов по тематике ФР составляет от 10 до 30 %. Аналогичная ситуация имеет место и в тематике ведущих журналов по НК: практически в каждом выпуске имеются статьи, касающиеся ФР. В настоящее время для уважающего себя специалиста по УЗК считается хорошим тоном быть сопричастным к тематике ФР - некоторые ведущие фирмы-производители средств ультразвуковой дефектоскопии пополнили свою номенклатуру дефектоскопами с возможностями использования ФР. Среди них - «OmniScan» фирмы Olympus, «Phasor XS» фирмы GE Inspection Technologies, «Х-32» фирмы Harfang Microtechniques, «А1550 IntroVisor» фирмы «АКС», «Isonic 2009 UPA-Scope» фирмы Sonotron NDT, «veo» фирмы Sonatest Ltd. Впечатление массового проникновения технологии ФР в практику УЗК создают также появляющиеся высказывания (в статьях, докладах, рекламных проспектах) о скором вытеснении традиционных дефектоскопов приборами с ФР.
Однако приходится констатировать тот факт, что в последнем случае авторы таких суждений явно поторопились. При внедрении технологии ФР в практику разработчики столкнулись с трудностями реализаций некоторых требований, предъявляемых к традиционным методам УЗК [1 - 7]. И эти требования, прежде всего, связаны с процессами поиска и анализа дефектов, на которые уходит до 90 % временных трудозатрат. Поясним более подробно.
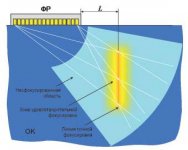
Во-первых, это круг проблем, связанных со сканированием. При использовании монопреобразователя сканирование осуществляется поперечно-продольным способом, а именно: в направлении, перпендикулярном оси сварного шва, происходит непрерывное перемещение преобразователя, а в направлении, параллельном оси сварного шва, - пошаговое перемещение. В технологии ФР в большинстве случаев предлагается поперечное сканирование заменить электронным в двух вариантах: в первом - при фиксированном угле ввода точка выхода луча электронным способом перемещается в пределах удлиненной апертуры ФР (L-скан); во втором - при варьировании угла ввода (S-скан) в широких пределах (например, от 40 до 70°) зона охвата ультразвуковым лучом расширяется в плоскости падения луча. Более сложные виды поперечного сканирования, в частности, тандемноподобное [24], основаны на сочетании этих простых видов. Но оказалось, что такие замены не являются полноценными.
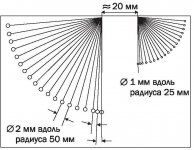
В первом случае полноценная замена поперечного сканирования L-сканом возможна при длине апертуры Lап, равной длине траектории поперечного сканирования монопреобразователя, а эта величина пропорциональна толщине шва и тангенсу угла ввода. Например, при угле ввода 64° для толщины 50 мм Lап = 100 мм при контроле прямым лучом и 200 мм - при контроле прямым и отраженным лучом. Очевидно, что призма ФР с такими размерами рабочей поверхности не имеет перспектив практического применения (особенно в условиях монтажа и эксплуатации) вследствие неидеальной гладкости поверхности сканирования. Ее применение возможно лишь на гладких и плоских поверхностях металла в условиях производства.
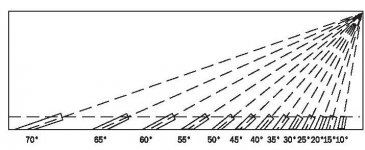
Во втором случае полноценная замена поперечного сканирования секторным (S-сканом) принципиально возможна только тогда, когда зона охвата составляет диапазон от 0 до 90°. Но так как в известных нам дефектоскопах с ФР технически реализуемый диапазон составляет не более 35° (от 40 до 75°), то есть зона охвата составляет менее половины требуемого объема контроля, то и в этом случае равноценной замены поперечному сканированию мы не достигаем.
Второй круг проблем связан с требованиями нормативно-технической документации (НТД) [1 - 7] по обеспечению одинаковой чувствительности поиска во всем объеме контролируемого пространства. Эта чувствительность называется уровнем фиксации или контрольным уровнем и определяется чувствительностью дефектоскопа к отражательной способности торца плоскодонного отверстия заданной площади (например, 5 мм2). Смысл введения ее в НТД состоит в установлении четкой границы, начиная с которой мы фиксируем обнаруженный отражатель с целью сопоставления его с нормативными требованиями; если же размер отражателя не достигает этой границы, то принимается однозначное решение об отсутствии дефекта. Инструментом для обеспечения заданной чувствительности контроля в традиционных методах УЗК являются АРД-диаграммы [8 - 10]. В современных дефектоскопах АРД-диаграммы (AVG, DGS) строятся на экране индикатора электронным способом, или же чувствительность выравнивается с помощью системы ВРЧ (TCG).
Для того, чтобы соблюдалась преемственность при переходе от традиционных методов УЗК к технологии ФР, необходимо обеспечить выполнение требований НТД в отношении А-сканов, из которых и формируются соответствующие изображения в виде L- и S-сканов. Однако в процессе технической реализации именно этих требований разработчики столкнулись с непреодолимыми трудностями, из-за которых до сих пор не удалось провести полноценную замену традиционных методов УЗК на технологию ФР в отношении опасных производственных объектов. Ни одна из многочисленных методических разработок, вышедших за последние 20 лет, не нашла признания в таких авторитетнейших организациях по стандартизации, как ASME, ASTM, API (США), в международных стандартах ISO, EN, а также в национальных стандартах Японии и России (ГОСТ-Р) [11].
Об авторах
Сотрудники Института неразрушающих методов исследования металлов ОАО НПО «ЦНИИТМАШ», г. Москва:
Необходимо войти для просмотра
Воронков Вадим Александрович
Заместитель директора, к. т. н.,
III уровень по УЗк и ВИК
Воронков Илья Вадимович
Младший научный сотрудник,
II уровень по УЗК
Сотрудники ООО «Акустические Контрольные Системы», г. Москва:
Необходимо войти для просмотра
Козлов Владимир Николаевич
Зам. директора по метрологии и качеству продукции, к. т. н.
Самокрутов Андрей Анатольевич
Генеральный директор, д. т. н.,
III уровень по акустическому и магнитному видам НК
Необходимо войти для просмотра
Шевалдыкин Виктор Гавриилович
Заместитель директора по научной работе, д. т. н.
На современном этапе развития ультразвуковой дефектоскопической науки и техники явно прослеживается тенденция к расширению круга задач, решения которых основываются на применении фазированных антенных решеток (ФР), что вызвано как требованиями практики, так и естественным развитием техники. Это видно хотя бы при анализе докладов на всех крупнейших международных конференциях за последние 10 лет: доля докладов по тематике ФР составляет от 10 до 30 %. Аналогичная ситуация имеет место и в тематике ведущих журналов по НК: практически в каждом выпуске имеются статьи, касающиеся ФР. В настоящее время для уважающего себя специалиста по УЗК считается хорошим тоном быть сопричастным к тематике ФР - некоторые ведущие фирмы-производители средств ультразвуковой дефектоскопии пополнили свою номенклатуру дефектоскопами с возможностями использования ФР. Среди них - «OmniScan» фирмы Olympus, «Phasor XS» фирмы GE Inspection Technologies, «Х-32» фирмы Harfang Microtechniques, «А1550 IntroVisor» фирмы «АКС», «Isonic 2009 UPA-Scope» фирмы Sonotron NDT, «veo» фирмы Sonatest Ltd. Впечатление массового проникновения технологии ФР в практику УЗК создают также появляющиеся высказывания (в статьях, докладах, рекламных проспектах) о скором вытеснении традиционных дефектоскопов приборами с ФР.
Однако приходится констатировать тот факт, что в последнем случае авторы таких суждений явно поторопились. При внедрении технологии ФР в практику разработчики столкнулись с трудностями реализаций некоторых требований, предъявляемых к традиционным методам УЗК [1 - 7]. И эти требования, прежде всего, связаны с процессами поиска и анализа дефектов, на которые уходит до 90 % временных трудозатрат. Поясним более подробно.
Во-первых, это круг проблем, связанных со сканированием. При использовании монопреобразователя сканирование осуществляется поперечно-продольным способом, а именно: в направлении, перпендикулярном оси сварного шва, происходит непрерывное перемещение преобразователя, а в направлении, параллельном оси сварного шва, - пошаговое перемещение. В технологии ФР в большинстве случаев предлагается поперечное сканирование заменить электронным в двух вариантах: в первом - при фиксированном угле ввода точка выхода луча электронным способом перемещается в пределах удлиненной апертуры ФР (L-скан); во втором - при варьировании угла ввода (S-скан) в широких пределах (например, от 40 до 70°) зона охвата ультразвуковым лучом расширяется в плоскости падения луча. Более сложные виды поперечного сканирования, в частности, тандемноподобное [24], основаны на сочетании этих простых видов. Но оказалось, что такие замены не являются полноценными.
В первом случае полноценная замена поперечного сканирования L-сканом возможна при длине апертуры Lап, равной длине траектории поперечного сканирования монопреобразователя, а эта величина пропорциональна толщине шва и тангенсу угла ввода. Например, при угле ввода 64° для толщины 50 мм Lап = 100 мм при контроле прямым лучом и 200 мм - при контроле прямым и отраженным лучом. Очевидно, что призма ФР с такими размерами рабочей поверхности не имеет перспектив практического применения (особенно в условиях монтажа и эксплуатации) вследствие неидеальной гладкости поверхности сканирования. Ее применение возможно лишь на гладких и плоских поверхностях металла в условиях производства.
Во втором случае полноценная замена поперечного сканирования секторным (S-сканом) принципиально возможна только тогда, когда зона охвата составляет диапазон от 0 до 90°. Но так как в известных нам дефектоскопах с ФР технически реализуемый диапазон составляет не более 35° (от 40 до 75°), то есть зона охвата составляет менее половины требуемого объема контроля, то и в этом случае равноценной замены поперечному сканированию мы не достигаем.
Второй круг проблем связан с требованиями нормативно-технической документации (НТД) [1 - 7] по обеспечению одинаковой чувствительности поиска во всем объеме контролируемого пространства. Эта чувствительность называется уровнем фиксации или контрольным уровнем и определяется чувствительностью дефектоскопа к отражательной способности торца плоскодонного отверстия заданной площади (например, 5 мм2). Смысл введения ее в НТД состоит в установлении четкой границы, начиная с которой мы фиксируем обнаруженный отражатель с целью сопоставления его с нормативными требованиями; если же размер отражателя не достигает этой границы, то принимается однозначное решение об отсутствии дефекта. Инструментом для обеспечения заданной чувствительности контроля в традиционных методах УЗК являются АРД-диаграммы [8 - 10]. В современных дефектоскопах АРД-диаграммы (AVG, DGS) строятся на экране индикатора электронным способом, или же чувствительность выравнивается с помощью системы ВРЧ (TCG).
Для того, чтобы соблюдалась преемственность при переходе от традиционных методов УЗК к технологии ФР, необходимо обеспечить выполнение требований НТД в отношении А-сканов, из которых и формируются соответствующие изображения в виде L- и S-сканов. Однако в процессе технической реализации именно этих требований разработчики столкнулись с непреодолимыми трудностями, из-за которых до сих пор не удалось провести полноценную замену традиционных методов УЗК на технологию ФР в отношении опасных производственных объектов. Ни одна из многочисленных методических разработок, вышедших за последние 20 лет, не нашла признания в таких авторитетнейших организациях по стандартизации, как ASME, ASTM, API (США), в международных стандартах ISO, EN, а также в национальных стандартах Японии и России (ГОСТ-Р) [11].