Игорь Антонович
Дефектоскопист всея Руси
- Регистрация
- 23.02.2015
- Сообщения
- 2,711
- Реакции
- 643
до резки на трубу нагрузок и воздействий не было?
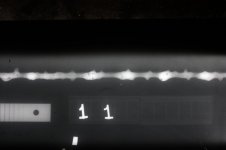
При массовом производстве брак неизбежен.Вот такая история. Труба электросварная, при резке, шов раскрылся. Просветили и выявили непровар, на заводе изготовителе 100% вихреток.
При массовом производстве брак неизбежен.
Какая толщина стенки трубы? Может вихреток вообще здесь не годится?
Что-то не верится, что ВК возьмет 8 мм. 4, ну 5 мм от силы.8мм, по ТУ завода.
Как обычно: контроль, чтобы сказать, что проконтролировано, а не для поиска опасных дефектову них ТУ на заводе изготовителе, в нем все возможно :lol:

Труба электросварная, при резке, шов раскрылся. Просветили и выявили непровар, на заводе изготовителе 100% вихреток.
В сварных трубах подобный брак до 100% партии случается. Посмотрите в их ТУ про приемку и технологические испытания на сплющивание (судя по снимку, диаметр небольшой) или загиб (для большого диаметра) Если ГОСТ 10705-80, п. 2.13 и 3.5.
С таким непроваром как на снимке ¡No pasaran!
Подтверждаю, что более 4-5 мм толщины стенки ферромагнитной трубы вихретоковый контроль не проводится, когда хотят обнаружить дефект.Что-то не верится, что ВК возьмет 8 мм. 4, ну 5 мм от силы.
Вот такая история. Труба электросварная, при резке, шов раскрылся. Просветили и выявили непровар, на заводе изготовителе 100% вихреток.
на трубе маркировка есть? чтобы на 100% привязать к заводу? если нет может и левую подсунули
Предъявите заводу изготовителю. Что они скажут?Да документы все есть с завода, сертификаты, паспорта. Там ведь не одна такая труба.
Да документы все есть с завода, сертификаты, паспорта. Там ведь не одна такая труба.
а маркировка совпадает?