Повышение информативности двухчастотного метода дефектометрии при ультразвуковом контроле деталей и узлов подвижного состава железных дорог
А.Н. Киреев, Государственное образовательное учреждение высшего профессионального образования «Луганский национальный университет имени Владимира Даля», Луганск, 91034, Украина
Аннотация. При прогнозировании технического состояния деталей и узлов подвижного состава железных дорог в эксплуатации важной задачей является определение формы несплошности при ультразвуковом неразрушающем контроле, с этой целью применяются методы и средства ультразвуковой дефектометрии. Разработаны математический аппарат и на его основе метод определения коэффициента формы несплошности. Предлагаемый способ позволяет определить форму как точечной, так и протяженной несплошности.
Для автоматизации расчетов при определении формы несплошности двухчастотным методом был разработан программный продукт NDTRT 07.03.01.18. Его высокая достоверность была подтверждена экспериментальными исследованиями с применением двухчастотного метода дефектометрии и радиационного неразрушающего контроля.
Ключевые слова: подвижной состав железных дорог; неразрушающий контроль; ультразвуковой контроль; дефектометрия; форма несплошности; двухчастотный метод
Введение. В деталях подвижного состава железных дорог при их изготовлении и в эксплуатации могут появляться несплошности металла. Несплошности имеют разную форму, они могут быть объемными и плоскостными.
Объемные несплошности металла, такие как поры, раковины, объемные неметаллические включения и другие, уменьшают площадь поперечного сечения изделия, за счет чего снижаются механические характеристики материала, так как величина напряжений зависит от площади, на которую действует нагрузка:
Плоскостные несплошности, такие как трещины разного происхождения, флокены, ликвации, приводящие к нарушению сплошности, и другие, существенно влияют на конструкционную прочность материала за счет увеличения концентрации напряжений на краях плоскостной несплошности, и это влияние намного больше, чем влияние объемных несплошностей.
Для выявления внутренних несплошностей металла деталей подвижного состава железных дорог применяются методы ультразвукового неразрушающего контроля [1, 2, 3, 4, 5].
Актуальной задачей сегодня при ультразвуковом неразрушающем контроле деталей и узлов подвижного состава железных дорог является определение формы несплошности с целью прогнозирования ее поведения в дальнейшей эксплуатации (особенно это важно, если несплошность по результатам контроля является допустимой).
Для определения формы несплошности разрабатываются методы и средства ультразвуковой дефектометрии [6, 7, 8, 9]. В работе [9] предложен двухчастотный метод дефектометрии при ручном ультразвуковом контроле деталей и узлов подвижного состава железных дорог. Сущность метода заключается в следующем: в объекте контроля измеряются амплитуды донных сигналов и эхо-сигналов от несплошности на частоте ультразвуковой волны 2,5 и 5,0 МГц. По данным измерений рассчитывается коэффициент формы несплошности, который сравнивается с его граничными значениями для идеальной плоскостной и объемной несплошности. Если коэффициент формы не более чем на 30% отличается от соответствующего граничного значения, то несплошность считается соответственно либо плоскостной, либо объемной, в противном случае несплошность не является плоскостной, но и не является идеально объемной. Метод позволяет определить форму как точечной, так и протяженной несплошности. Однако этот метод не позволяет определить промежуточную форму несплошности.
Постановка задачи. Целью данной работы является усовершенствование двухчастотного метода дефектометрии путем разработки способа определения формы несплошности при ручном ультразвуковом контроле деталей и узлов подвижного состава железных дорог.
Основное содержание исследований. Коэффициент формы несплошности — это разница амплитуд эхо-сигналов от несплошности на частоте 2,5 и 5,0 МГц относительно амплитуд донных сигналов на тех же частотах. Данный термин в зависимости от типа несплошности имеет название — коэффициент формы точечной несплошности, коэффициент формы протяженной несплошности.
Коэффициент формы несплошности в двухчастотном методе дефектометрии находится из выражения [10]:
Граничное значение для идеальной точечной плоскостной несплошности (модель несплошности — плоскодонный цилиндрический отражатель) определяется из выражения [10]:
Граничное значение для идеальной точечной объемной несплошности (модель несплошности — полусферический отражатель) определяется из выражения [10]:
Граничное значение для идеальной протяженной плоскостной несплошности (модель несплошности — паз с плоским дном) определяется из выражения [10]:
Граничное значение для идеальной протяженной объемной несплошности (модель несплошности — боковой цилиндрический отражатель) определяется из выражения [10]:
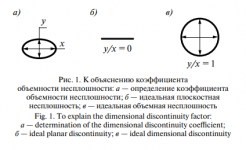
Для определения формы несплошности введен коэффициент объемности несплошности Коб, представляющий из себя отношение высоты несплошности y к ее ширине х в максимальном ее поперечном сечении (рис. 1, а).
Геометрические величины, определяющие коэффициент объемности несплошности, показаны на рис. 1, а. В случае когда отношение y к х равно 0 — несплошность является идеально плоскостной (рис. 1, б). Если отношение y к х равно 1 — несплошность является идеально объемной (рис. 1, в). В двухчастотном методе коэффициент объемности точечной несплошности находится из выражения
Воспользовавшись выражениями (1)–(3), (6), получаем аналитическую зависимость для расчета коэффициента объемности точечной несплошности:
В двухчастотном методе коэффициент объемности протяженной несплошности находится из выражения
Воспользовавшись выражениями (1), (4), (5), (8),
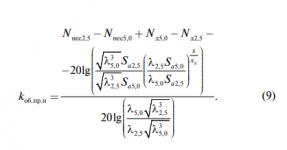
получаем аналитическую зависимость для расчета коэффициента объемности протяженной несплошности:
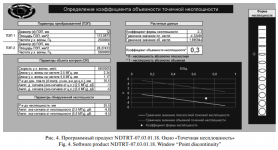
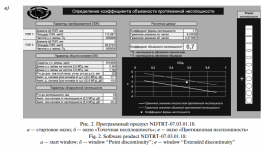
Программный продукт NDTRT-07.03.01.18. разработан для автоматизации расчетов при определении формы несплошности двухчастотным методом. Окна программного продукта представлены на рис. 2. При обнаружении в объекте контроля точечной либо протяженной несплошности в соответствующее окно программного продукта («Точечная несплошность» или «Протяженная несплошность») вводятся следующие данные: диаметры пьезоэлектрических преобразователей с частотой 2,5 и 5,0 МГц; скорость ультразвуковой волны в объекте контроля; расстояние до донной поверхности; амплитуды донных сигналов на частоте 2,5 и 5,0 МГц; расстояние до отражающей поверхности несплошности; амплитуды эхо-сигналов от несплошности на частоте 2,5 и 5,0 МГц.
В соответствующем окне программного продукта выводятся следующие данные: коэффициент формы несплошности; граничные значения идеальной точечной и идеальной объемной несплошностей; коэффициент объемности несплошности (дискретность определения коэффициента формы — 0,1); ориентировочная форма несплошности (отмечается знаком «+» возле соответствующей формы несплошности).
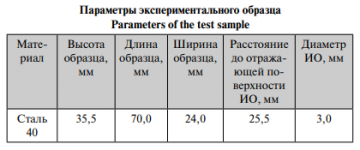
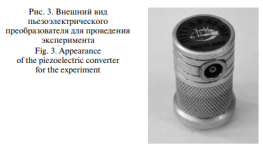
Экспериментальные исследования достоверности предложенного метода. С целью оценки достоверности предложенного способа определения формы несплошности двухчастотным методом были проведены экспериментальные исследования. Для этого использовались: ультразвуковой импульсный дефектоскоп УД 2-70, пьезоэлектрические преобразователи П 111-2,5-к12-003 (f = 2,5 МГц, d = 12 мм) и П 111-5,0-к6-003 (f = 5,0 МГц, d = 6 мм, рис. 3), в качестве контактной жидкости применялось масло индустриальное И-40. Для проведения эксперимента был изготовлен экспериментальный образец с выполненным в нем искусственным отражателем (ИО) в виде цилиндрического отверстия с неопределенной отражающей поверхностью. Параметры опытного образца представлены в таблице.
В экспериментальном образце измерялись амплитуды донных сигналов и амплитуды эхо-сигналов от ИО на частотах ультразвуковой волны 2,5 и 5,0 МГц. Эмпирические данные анализировались программным продуктом NDTRT-07.03.01.18, определялся коэффициент объемности несплошности и ее форма (рис. 4).
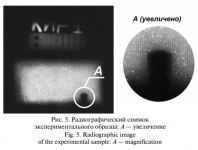
Радиографическая фотосъемка экспериментального образца (рис. 5) была осуществлена для определения достоверности полученных данных. Для фотосъемки применялся рентгеновский аппарат РАП 150/300-11 и промышленная рентгеновская пленка Agfa F8.
С помощью радиографического снимка определялся реальный коэффициент объемности точечной несплошности (рис. 6).
Реальный коэффициент объемности точечной несплошности составил:
Абсолютная погрешность определения коэффициента объемности несплошности двухчастотным методом составила 0,0067, что значительно меньше дискретности определения коэффициента объемности несплошности.
Проведенные экспериментальные исследования подтверждают высокую достоверность предложенного способа определения формы несплошности двухчастотным методом.
Заключение. 1. В работе предложено усовершенствование двухчастотного метода ультразвуковой дефектометрии путем определения промежуточной формы несплошности. Нахождение промежуточной формы несплошности достигается путем определения коэффициента объемности несплошности при помощи разработанного математического аппарата.
2. Для автоматизации расчетов при определении формы несплошности двухчастотным методом был разработан программный продукт NDTRT-07.03.01.18.
3. Предлагаемый метод может быть использован в определении формы несплошности в деталях подвижного состава, в которых дефект может иметь различную форму, например: литые колесные центры; различное фасонное литье, применяемое при изготовлении деталей узлов подвижного состава (кронштейны локомотивных тележек, литые боковины вагонных тележек) и в деталях подвижного состава, изготавливаемых методом пластической деформации, таких как бандажи, оси, цельнокатаные колеса, катаные колесные центры и др. В этих деталях несплошности имеют преимущественно плоскостной характер, однако встречаются и объемные несплошности — недеформируемые неметаллические включения и др., поэтому разработанный метод можно применить и для этих объектов.
Список литературы
1. Ультразвуковой контроль: учеб. пособие / Н.П. Алешин [и др.].
М.: Спектр, 2011. 224 с.
2. Ермолов И.Н., Алешин Н.П., Потапов А.И. Неразрушающий контроль. Кн. 2. Акустические методы контроля. М.: Высшая школа, 1991. 283 с.
3. Ермолов И.Н., Ермолов М.И. Ультразвуковой контроль: учеб. для специалистов первого и второго уровня квалификации.М.: Азимут, 2006. 208 с.
4. Капранов Б.И., Коротков М.М. Акустические методы контроля и диагностики: учеб. пособие. Томск: Изд-во ТПУ, 2008. 186 с.
5. Марков А.А., Шпагин Д.А. Ультразвуковая дефектоскопия рельсов. СПб.: Образование-Культура, 2008. 283 с.
6. Бадалян В.Г. Ультразвуковая дефектометрия металлов с применением голографических методов. М.: Машиностроение, 2008. 298 с.
7. Базулин Е.Г. Определение типа отражателя по изображению, восстановленному по эхо-сигналам, измеренным ультразвуковыми антенными решетками // Дефектоскопия. 2014. № 3. С. 12–22.
8. Немытова О.В., Ринкевич А.Б., Перов Д.В. Сравнительная классификация дефектов с использованием метода ультразвуковой томографии и оценки мгновенной частоты эхо-сигнала // Дефектоскопия. 2013. № 3. С. 3–12.
9. Киреев А.Н. Дефектометрия при ультразвуковом диагностировании элементов и систем подвижного состава железных дорог. Монография. Луганск: Ноулидж, 2016. 147 с.
10. Киреев А.Н., Витренко В.А. Усовершенствование методов дефектометрии при ультразвуковом диагностировании деталей и узлов подвижного состава железных дорог // Вестник РГУПС. 2017. № 4. С. 52-58.
Информация об авторе
КИРЕЕВ Андрей Николаевич, канд. техн. наук, докторант кафедры железнодорожного транспорта ГОУ ВПО «Луганский национальный университет имени Владимира Даля»
Статья поступила в редакцию 25.01.2018 г., актуализирована
15.04.2018 г., принята к публикации 24.05.2018 г.
Increase of informativity of two-frequency method of defectometry at ultrasonic control of details and units of railway rolling stock
A.N. KIREEV
State Educational Institution of Higher Professional Education “Lugansk National University n.a. Vladimir Dal'”, Lugansk, 91034, Ukraine
Abstract. When forecasting the technical state of the parts and units of railway rolling stock in operation, an important task is to determine the shape of the discontinuity in ultrasonic non-destructive testing in order to predict its behavior in further operation (this is especially important if the discontinuity in the results of such control is acceptable).
Author proposed a solution for the improvement of the twofrequency defectometry method. A mathematical apparatus was developed and a method for determining the coefficient of the discontinuity shape was elaborate on its basis. The method makes it possible to determine the shape of both a point and an extended discontinuity. The software product NDTRT 07.03.01.18 was developed to automate calculations in determining the shape of discontinuity by a two-frequency method. The article gives a description of the experimental studies carried out to evaluate the reliability of the proposed method. This method can be used in determining the shape of the discontinuity in the details of the rolling stock, in which the defect can have a different shape, for example: cast wheel centers; various shaped castings used in the manufacture of rolling stock units (brackets for locomotive bogies, cast sidewalls for cars), as well as in parts manufactured by the method of plastic deformation, including wheel treads, axles, all-rolled wheels, rolled wheel centers, etc. In these details discontinuities are predominantly planar in nature, but voluminous discontinuities are also encountered – non-deformable nonmetallic inclusions, therefore the developed method can be applied to such objects of rolling stock railways.
Keywords: railway rolling stock; non-destructive control;
ultra-sound control; defectometry; discontinuity shape; two-frequency method. DOI: http://dx.doi.org/10.21780/2223-9731-2018-77-3-182-187
REFERENCES
1. Aleshin N.P., BobrovV.T., Lange Yu.V., Shcherbinskiy V.G. Ul'trazvukovoy kontrol'. Ucheb. posobie [Ultrasound control. A tutorial]. Moscow, SpektrPubl., 2011, 224 p.
2. Ermolov I.N., Aleshin N.P., Potapov A.I. Nerazrushayushchiy kontrol'. Kn. 2. Akusticheskie metody kontrolya [Unbrakable control. Book 2. Acoustic methods of control]. Moscow, Vysshaya shkola Publ., 1991, 283 p.
3. Ermolov I.N., Ermolov M.I. Ul'trazvukovoy kontrol'. Ucheb. dlya spetsialistov pervogo i vtorogo urovnya kvalifikatsii [Ultrasonic Inspection. A tutorial for specialists of the first and second level of qualification]. Moscow, Azimut Publ., 2006, 208 p.
4. Kapranov B.I., Korotkov M.M. Akusticheskie metody kontrolya i diagnostiki [Acoustic methods of control and diagnostics]. Tomsk, TPU Publ., 2008, 186 p.
5. Markov A.A., Shpagin D.A. Ul'trazvukovaya defektoskopiya rel'sov [Ultrasonic Flaw Detection of Rails]. St. Petersburg, Obrazovanie-Kul’tura Publ., 2008, 283 p.
6. Badalyan V.G. Ul'trazvukovaya defektometriya metallov s primeneniem
golograficheskikh metodov [Ultrasonic defectometry of metals using holographic methods]. Moscow, Mashinostroenie Publ., 2008, 298 p.
7. Bazulin E.G. Opredelenie tipa otrazhatelya po izobrazheniyu, vosstanovlennomu po ekho-signalam, izmerennym ul'trazvukovymi antennymi reshetkami [Determination of the type of the reflector from the image reconstructed by the echoes measured by ultrasonic antenna grids]. Defektoskopiya [Defectoscopy], 2014, no. 3, pp. 12–22.
8. Nemytova O.V., Rinkevich A.B., Perov D.V. Sravnitel'naya klassifikatsiya defektov s ispol'zovaniem metoda ul'trazvukovoy tomografii i otsenki mgnovennoy chastoty ekho-signala [Comparative classification of defects using the method of ultrasonic tomography and evaluation of the instantaneous echo frequency]. Defektoskopiya, 2013, no. 3, pp. 3–12.
9. Kireev A.N. Defektometriya pri ul'trazvukovom diagnostirovanii elementov sistem podvizhnogo sostava zheleznykh dorog. Monografiya [Defectometry in the ultrasonic diagnosis of railroad rolling stock elements and systems. Monograph]. Lugansk, Knowledge Publ., 2016, 147 p.
10. Kireev A.N., Vitrenko V.A. Usovershenstvovanie metodov defektometrii pri ul'trazvukovom diagnostirovanii detaley i uzlov podvizhnogo sostava zheleznykh dorog [Improvement of defectometry methods for ultrasonic diagnosis of parts and units of rolling stock of railways]. Vestnik RGUPS, 2017, no. 4, pp. 52–58.
ABOUT THE AUTHOR
Andrey N. KIREEV,
Cand. Sci. (Eng.), Doctoral Candidate of the Department of Railway Transport of GOU VPO “Lugansk National University n.a. Vladimir Dal'”.
А.Н. Киреев, Государственное образовательное учреждение высшего профессионального образования «Луганский национальный университет имени Владимира Даля», Луганск, 91034, Украина
Аннотация. При прогнозировании технического состояния деталей и узлов подвижного состава железных дорог в эксплуатации важной задачей является определение формы несплошности при ультразвуковом неразрушающем контроле, с этой целью применяются методы и средства ультразвуковой дефектометрии. Разработаны математический аппарат и на его основе метод определения коэффициента формы несплошности. Предлагаемый способ позволяет определить форму как точечной, так и протяженной несплошности.
Для автоматизации расчетов при определении формы несплошности двухчастотным методом был разработан программный продукт NDTRT 07.03.01.18. Его высокая достоверность была подтверждена экспериментальными исследованиями с применением двухчастотного метода дефектометрии и радиационного неразрушающего контроля.
Ключевые слова: подвижной состав железных дорог; неразрушающий контроль; ультразвуковой контроль; дефектометрия; форма несплошности; двухчастотный метод
Введение. В деталях подвижного состава железных дорог при их изготовлении и в эксплуатации могут появляться несплошности металла. Несплошности имеют разную форму, они могут быть объемными и плоскостными.
Объемные несплошности металла, такие как поры, раковины, объемные неметаллические включения и другие, уменьшают площадь поперечного сечения изделия, за счет чего снижаются механические характеристики материала, так как величина напряжений зависит от площади, на которую действует нагрузка:
Необходимо войти для просмотра
Плоскостные несплошности, такие как трещины разного происхождения, флокены, ликвации, приводящие к нарушению сплошности, и другие, существенно влияют на конструкционную прочность материала за счет увеличения концентрации напряжений на краях плоскостной несплошности, и это влияние намного больше, чем влияние объемных несплошностей.
Для выявления внутренних несплошностей металла деталей подвижного состава железных дорог применяются методы ультразвукового неразрушающего контроля [1, 2, 3, 4, 5].
Актуальной задачей сегодня при ультразвуковом неразрушающем контроле деталей и узлов подвижного состава железных дорог является определение формы несплошности с целью прогнозирования ее поведения в дальнейшей эксплуатации (особенно это важно, если несплошность по результатам контроля является допустимой).
Для определения формы несплошности разрабатываются методы и средства ультразвуковой дефектометрии [6, 7, 8, 9]. В работе [9] предложен двухчастотный метод дефектометрии при ручном ультразвуковом контроле деталей и узлов подвижного состава железных дорог. Сущность метода заключается в следующем: в объекте контроля измеряются амплитуды донных сигналов и эхо-сигналов от несплошности на частоте ультразвуковой волны 2,5 и 5,0 МГц. По данным измерений рассчитывается коэффициент формы несплошности, который сравнивается с его граничными значениями для идеальной плоскостной и объемной несплошности. Если коэффициент формы не более чем на 30% отличается от соответствующего граничного значения, то несплошность считается соответственно либо плоскостной, либо объемной, в противном случае несплошность не является плоскостной, но и не является идеально объемной. Метод позволяет определить форму как точечной, так и протяженной несплошности. Однако этот метод не позволяет определить промежуточную форму несплошности.
Постановка задачи. Целью данной работы является усовершенствование двухчастотного метода дефектометрии путем разработки способа определения формы несплошности при ручном ультразвуковом контроле деталей и узлов подвижного состава железных дорог.
Основное содержание исследований. Коэффициент формы несплошности — это разница амплитуд эхо-сигналов от несплошности на частоте 2,5 и 5,0 МГц относительно амплитуд донных сигналов на тех же частотах. Данный термин в зависимости от типа несплошности имеет название — коэффициент формы точечной несплошности, коэффициент формы протяженной несплошности.
Коэффициент формы несплошности в двухчастотном методе дефектометрии находится из выражения [10]:
Необходимо войти для просмотра
Граничное значение для идеальной точечной плоскостной несплошности (модель несплошности — плоскодонный цилиндрический отражатель) определяется из выражения [10]:
Необходимо войти для просмотра
Граничное значение для идеальной точечной объемной несплошности (модель несплошности — полусферический отражатель) определяется из выражения [10]:
Необходимо войти для просмотра
Граничное значение для идеальной протяженной плоскостной несплошности (модель несплошности — паз с плоским дном) определяется из выражения [10]:
Необходимо войти для просмотра
Граничное значение для идеальной протяженной объемной несплошности (модель несплошности — боковой цилиндрический отражатель) определяется из выражения [10]:
Необходимо войти для просмотра
Для определения формы несплошности введен коэффициент объемности несплошности Коб, представляющий из себя отношение высоты несплошности y к ее ширине х в максимальном ее поперечном сечении (рис. 1, а).
Необходимо войти для просмотра
Геометрические величины, определяющие коэффициент объемности несплошности, показаны на рис. 1, а. В случае когда отношение y к х равно 0 — несплошность является идеально плоскостной (рис. 1, б). Если отношение y к х равно 1 — несплошность является идеально объемной (рис. 1, в). В двухчастотном методе коэффициент объемности точечной несплошности находится из выражения
Необходимо войти для просмотра
Воспользовавшись выражениями (1)–(3), (6), получаем аналитическую зависимость для расчета коэффициента объемности точечной несплошности:
Необходимо войти для просмотра
В двухчастотном методе коэффициент объемности протяженной несплошности находится из выражения
Необходимо войти для просмотра
Воспользовавшись выражениями (1), (4), (5), (8),
получаем аналитическую зависимость для расчета коэффициента объемности протяженной несплошности:
Необходимо войти для просмотра
Необходимо войти для просмотра
Необходимо войти для просмотра
Необходимо войти для просмотра
Необходимо войти для просмотра
Необходимо войти для просмотра
Необходимо войти для просмотра
Программный продукт NDTRT-07.03.01.18. разработан для автоматизации расчетов при определении формы несплошности двухчастотным методом. Окна программного продукта представлены на рис. 2. При обнаружении в объекте контроля точечной либо протяженной несплошности в соответствующее окно программного продукта («Точечная несплошность» или «Протяженная несплошность») вводятся следующие данные: диаметры пьезоэлектрических преобразователей с частотой 2,5 и 5,0 МГц; скорость ультразвуковой волны в объекте контроля; расстояние до донной поверхности; амплитуды донных сигналов на частоте 2,5 и 5,0 МГц; расстояние до отражающей поверхности несплошности; амплитуды эхо-сигналов от несплошности на частоте 2,5 и 5,0 МГц.
В соответствующем окне программного продукта выводятся следующие данные: коэффициент формы несплошности; граничные значения идеальной точечной и идеальной объемной несплошностей; коэффициент объемности несплошности (дискретность определения коэффициента формы — 0,1); ориентировочная форма несплошности (отмечается знаком «+» возле соответствующей формы несплошности).
Необходимо войти для просмотра
Экспериментальные исследования достоверности предложенного метода. С целью оценки достоверности предложенного способа определения формы несплошности двухчастотным методом были проведены экспериментальные исследования. Для этого использовались: ультразвуковой импульсный дефектоскоп УД 2-70, пьезоэлектрические преобразователи П 111-2,5-к12-003 (f = 2,5 МГц, d = 12 мм) и П 111-5,0-к6-003 (f = 5,0 МГц, d = 6 мм, рис. 3), в качестве контактной жидкости применялось масло индустриальное И-40. Для проведения эксперимента был изготовлен экспериментальный образец с выполненным в нем искусственным отражателем (ИО) в виде цилиндрического отверстия с неопределенной отражающей поверхностью. Параметры опытного образца представлены в таблице.
В экспериментальном образце измерялись амплитуды донных сигналов и амплитуды эхо-сигналов от ИО на частотах ультразвуковой волны 2,5 и 5,0 МГц. Эмпирические данные анализировались программным продуктом NDTRT-07.03.01.18, определялся коэффициент объемности несплошности и ее форма (рис. 4).
Необходимо войти для просмотра
Необходимо войти для просмотра
Необходимо войти для просмотра
Необходимо войти для просмотра
Необходимо войти для просмотра
Радиографическая фотосъемка экспериментального образца (рис. 5) была осуществлена для определения достоверности полученных данных. Для фотосъемки применялся рентгеновский аппарат РАП 150/300-11 и промышленная рентгеновская пленка Agfa F8.
С помощью радиографического снимка определялся реальный коэффициент объемности точечной несплошности (рис. 6).
Реальный коэффициент объемности точечной несплошности составил:
Необходимо войти для просмотра
Абсолютная погрешность определения коэффициента объемности несплошности двухчастотным методом составила 0,0067, что значительно меньше дискретности определения коэффициента объемности несплошности.
Проведенные экспериментальные исследования подтверждают высокую достоверность предложенного способа определения формы несплошности двухчастотным методом.
Необходимо войти для просмотра
Заключение. 1. В работе предложено усовершенствование двухчастотного метода ультразвуковой дефектометрии путем определения промежуточной формы несплошности. Нахождение промежуточной формы несплошности достигается путем определения коэффициента объемности несплошности при помощи разработанного математического аппарата.
2. Для автоматизации расчетов при определении формы несплошности двухчастотным методом был разработан программный продукт NDTRT-07.03.01.18.
3. Предлагаемый метод может быть использован в определении формы несплошности в деталях подвижного состава, в которых дефект может иметь различную форму, например: литые колесные центры; различное фасонное литье, применяемое при изготовлении деталей узлов подвижного состава (кронштейны локомотивных тележек, литые боковины вагонных тележек) и в деталях подвижного состава, изготавливаемых методом пластической деформации, таких как бандажи, оси, цельнокатаные колеса, катаные колесные центры и др. В этих деталях несплошности имеют преимущественно плоскостной характер, однако встречаются и объемные несплошности — недеформируемые неметаллические включения и др., поэтому разработанный метод можно применить и для этих объектов.
Список литературы
1. Ультразвуковой контроль: учеб. пособие / Н.П. Алешин [и др.].
М.: Спектр, 2011. 224 с.
2. Ермолов И.Н., Алешин Н.П., Потапов А.И. Неразрушающий контроль. Кн. 2. Акустические методы контроля. М.: Высшая школа, 1991. 283 с.
3. Ермолов И.Н., Ермолов М.И. Ультразвуковой контроль: учеб. для специалистов первого и второго уровня квалификации.М.: Азимут, 2006. 208 с.
4. Капранов Б.И., Коротков М.М. Акустические методы контроля и диагностики: учеб. пособие. Томск: Изд-во ТПУ, 2008. 186 с.
5. Марков А.А., Шпагин Д.А. Ультразвуковая дефектоскопия рельсов. СПб.: Образование-Культура, 2008. 283 с.
6. Бадалян В.Г. Ультразвуковая дефектометрия металлов с применением голографических методов. М.: Машиностроение, 2008. 298 с.
7. Базулин Е.Г. Определение типа отражателя по изображению, восстановленному по эхо-сигналам, измеренным ультразвуковыми антенными решетками // Дефектоскопия. 2014. № 3. С. 12–22.
8. Немытова О.В., Ринкевич А.Б., Перов Д.В. Сравнительная классификация дефектов с использованием метода ультразвуковой томографии и оценки мгновенной частоты эхо-сигнала // Дефектоскопия. 2013. № 3. С. 3–12.
9. Киреев А.Н. Дефектометрия при ультразвуковом диагностировании элементов и систем подвижного состава железных дорог. Монография. Луганск: Ноулидж, 2016. 147 с.
10. Киреев А.Н., Витренко В.А. Усовершенствование методов дефектометрии при ультразвуковом диагностировании деталей и узлов подвижного состава железных дорог // Вестник РГУПС. 2017. № 4. С. 52-58.
Информация об авторе
КИРЕЕВ Андрей Николаевич, канд. техн. наук, докторант кафедры железнодорожного транспорта ГОУ ВПО «Луганский национальный университет имени Владимира Даля»
Статья поступила в редакцию 25.01.2018 г., актуализирована
15.04.2018 г., принята к публикации 24.05.2018 г.
Increase of informativity of two-frequency method of defectometry at ultrasonic control of details and units of railway rolling stock
A.N. KIREEV
State Educational Institution of Higher Professional Education “Lugansk National University n.a. Vladimir Dal'”, Lugansk, 91034, Ukraine
Abstract. When forecasting the technical state of the parts and units of railway rolling stock in operation, an important task is to determine the shape of the discontinuity in ultrasonic non-destructive testing in order to predict its behavior in further operation (this is especially important if the discontinuity in the results of such control is acceptable).
Author proposed a solution for the improvement of the twofrequency defectometry method. A mathematical apparatus was developed and a method for determining the coefficient of the discontinuity shape was elaborate on its basis. The method makes it possible to determine the shape of both a point and an extended discontinuity. The software product NDTRT 07.03.01.18 was developed to automate calculations in determining the shape of discontinuity by a two-frequency method. The article gives a description of the experimental studies carried out to evaluate the reliability of the proposed method. This method can be used in determining the shape of the discontinuity in the details of the rolling stock, in which the defect can have a different shape, for example: cast wheel centers; various shaped castings used in the manufacture of rolling stock units (brackets for locomotive bogies, cast sidewalls for cars), as well as in parts manufactured by the method of plastic deformation, including wheel treads, axles, all-rolled wheels, rolled wheel centers, etc. In these details discontinuities are predominantly planar in nature, but voluminous discontinuities are also encountered – non-deformable nonmetallic inclusions, therefore the developed method can be applied to such objects of rolling stock railways.
Keywords: railway rolling stock; non-destructive control;
ultra-sound control; defectometry; discontinuity shape; two-frequency method. DOI: http://dx.doi.org/10.21780/2223-9731-2018-77-3-182-187
REFERENCES
1. Aleshin N.P., BobrovV.T., Lange Yu.V., Shcherbinskiy V.G. Ul'trazvukovoy kontrol'. Ucheb. posobie [Ultrasound control. A tutorial]. Moscow, SpektrPubl., 2011, 224 p.
2. Ermolov I.N., Aleshin N.P., Potapov A.I. Nerazrushayushchiy kontrol'. Kn. 2. Akusticheskie metody kontrolya [Unbrakable control. Book 2. Acoustic methods of control]. Moscow, Vysshaya shkola Publ., 1991, 283 p.
3. Ermolov I.N., Ermolov M.I. Ul'trazvukovoy kontrol'. Ucheb. dlya spetsialistov pervogo i vtorogo urovnya kvalifikatsii [Ultrasonic Inspection. A tutorial for specialists of the first and second level of qualification]. Moscow, Azimut Publ., 2006, 208 p.
4. Kapranov B.I., Korotkov M.M. Akusticheskie metody kontrolya i diagnostiki [Acoustic methods of control and diagnostics]. Tomsk, TPU Publ., 2008, 186 p.
5. Markov A.A., Shpagin D.A. Ul'trazvukovaya defektoskopiya rel'sov [Ultrasonic Flaw Detection of Rails]. St. Petersburg, Obrazovanie-Kul’tura Publ., 2008, 283 p.
6. Badalyan V.G. Ul'trazvukovaya defektometriya metallov s primeneniem
golograficheskikh metodov [Ultrasonic defectometry of metals using holographic methods]. Moscow, Mashinostroenie Publ., 2008, 298 p.
7. Bazulin E.G. Opredelenie tipa otrazhatelya po izobrazheniyu, vosstanovlennomu po ekho-signalam, izmerennym ul'trazvukovymi antennymi reshetkami [Determination of the type of the reflector from the image reconstructed by the echoes measured by ultrasonic antenna grids]. Defektoskopiya [Defectoscopy], 2014, no. 3, pp. 12–22.
8. Nemytova O.V., Rinkevich A.B., Perov D.V. Sravnitel'naya klassifikatsiya defektov s ispol'zovaniem metoda ul'trazvukovoy tomografii i otsenki mgnovennoy chastoty ekho-signala [Comparative classification of defects using the method of ultrasonic tomography and evaluation of the instantaneous echo frequency]. Defektoskopiya, 2013, no. 3, pp. 3–12.
9. Kireev A.N. Defektometriya pri ul'trazvukovom diagnostirovanii elementov sistem podvizhnogo sostava zheleznykh dorog. Monografiya [Defectometry in the ultrasonic diagnosis of railroad rolling stock elements and systems. Monograph]. Lugansk, Knowledge Publ., 2016, 147 p.
10. Kireev A.N., Vitrenko V.A. Usovershenstvovanie metodov defektometrii pri ul'trazvukovom diagnostirovanii detaley i uzlov podvizhnogo sostava zheleznykh dorog [Improvement of defectometry methods for ultrasonic diagnosis of parts and units of rolling stock of railways]. Vestnik RGUPS, 2017, no. 4, pp. 52–58.
ABOUT THE AUTHOR
Andrey N. KIREEV,
Cand. Sci. (Eng.), Doctoral Candidate of the Department of Railway Transport of GOU VPO “Lugansk National University n.a. Vladimir Dal'”.
Вложения
-
 1.png6.3 KB · Просмотры: 80
1.png6.3 KB · Просмотры: 80 -
 10.png2.7 KB · Просмотры: 81
10.png2.7 KB · Просмотры: 81 -
 9.png9.2 KB · Просмотры: 81
9.png9.2 KB · Просмотры: 81 -
 8.png2.3 KB · Просмотры: 79
8.png2.3 KB · Просмотры: 79 -
 7.png5.3 KB · Просмотры: 80
7.png5.3 KB · Просмотры: 80 -
 6.png19.6 KB · Просмотры: 81
6.png19.6 KB · Просмотры: 81 -
 5.png6.1 KB · Просмотры: 80
5.png6.1 KB · Просмотры: 80 -
 4.png5.3 KB · Просмотры: 80
4.png5.3 KB · Просмотры: 80 -
 3.png24.3 KB · Просмотры: 80
3.png24.3 KB · Просмотры: 80 -
 2.png17.9 KB · Просмотры: 80
2.png17.9 KB · Просмотры: 80 -
 20.png39.4 KB · Просмотры: 82
20.png39.4 KB · Просмотры: 82 -
 19.png15.1 KB · Просмотры: 78
19.png15.1 KB · Просмотры: 78 -
 18.png3 KB · Просмотры: 79
18.png3 KB · Просмотры: 79 -
 17.png88.5 KB · Просмотры: 85
17.png88.5 KB · Просмотры: 85 -
 16.png108.8 KB · Просмотры: 81
16.png108.8 KB · Просмотры: 81 -
 15.png54.2 KB · Просмотры: 81
15.png54.2 KB · Просмотры: 81 -
 14.png14.5 KB · Просмотры: 81
14.png14.5 KB · Просмотры: 81 -
 13.png106.2 KB · Просмотры: 83
13.png106.2 KB · Просмотры: 83 -
 12.png97.5 KB · Просмотры: 83
12.png97.5 KB · Просмотры: 83 -
 11.png120.2 KB · Просмотры: 84
11.png120.2 KB · Просмотры: 84
