AlexanderZ
Новичок
- Регистрация
- 12.11.2014
- Сообщения
- 5
- Реакции
- 0
Добрый день!
Я не являюсь специалистом в области дефектоскопии, поэтому решил спросить совета у специалистов.
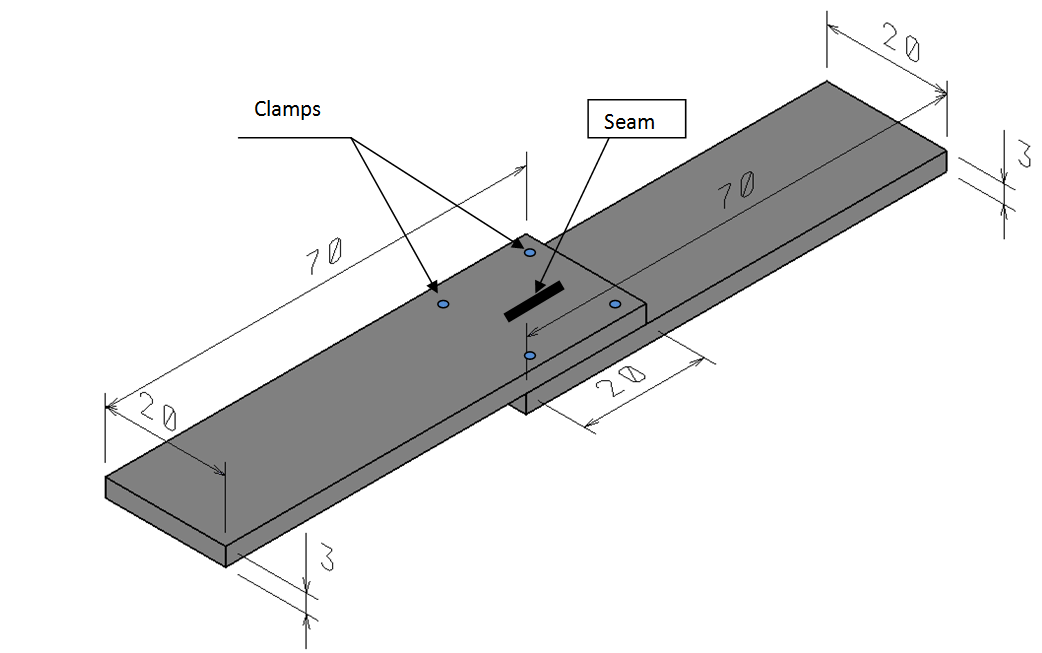
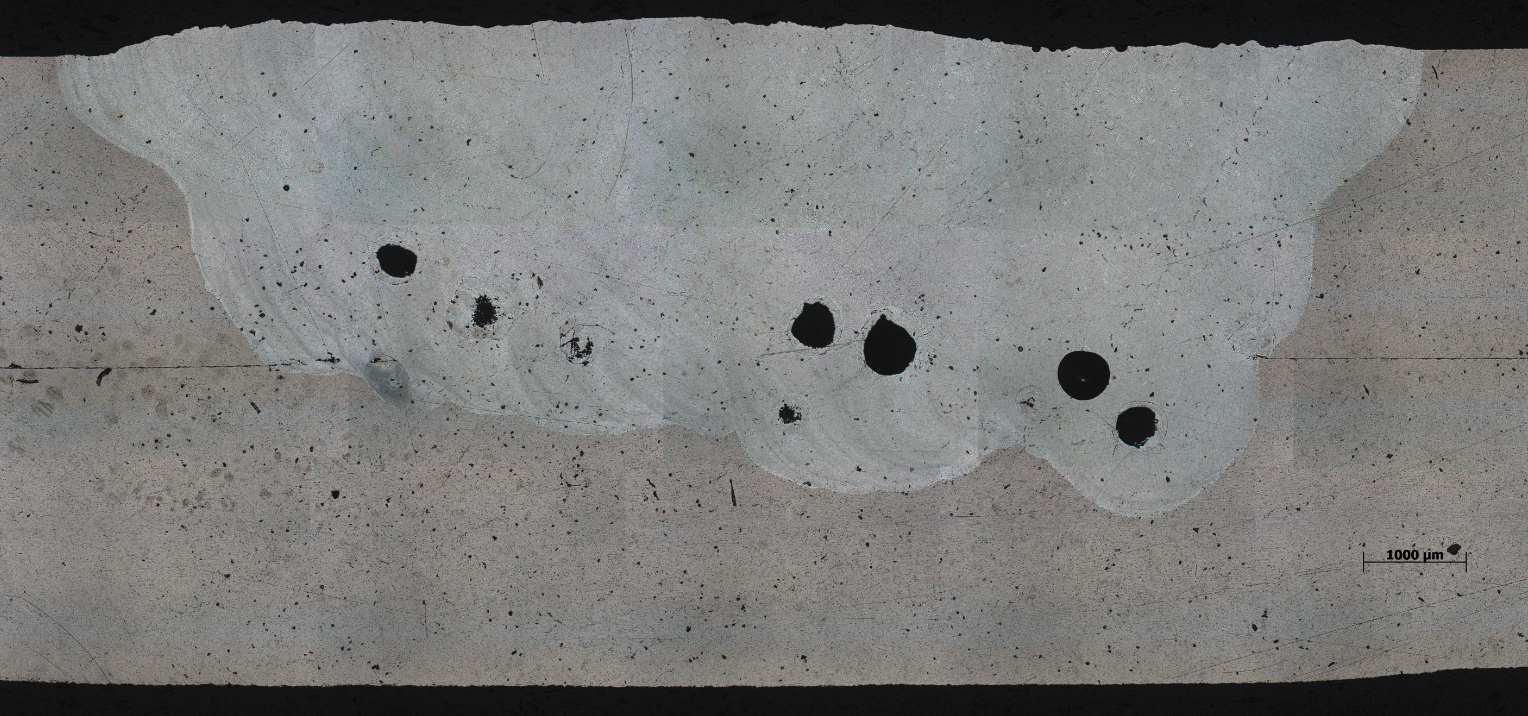
Суть проблемы заключается в следующем, две алюминиевые пластины толщиной 3-5 мм свариваются внахлест лазером. Характерный размер сварного шва 10-15 мм. В результате образуются дефекты в сварном шве. Очевидно, что размеры пор и трещин внутри шва составляют доли мм.
Необходимо оценить размер этих дефектов, их локации, а так же оценить скорость роста трещин при нагружении сварного соединения. Практика показала, что в сварном шве будет множество пор (десятки).
Уважаемые специалисты, подскажите, пожалуйста, какой метод контроля: ультрозвуковая дефектоскопия, радиографический котроль, радиационный метод, метод акустической эмиссии, вихретоковый контроль и т.д. - лучше применить в данном конкретном случае.
Я не являюсь специалистом в области дефектоскопии, поэтому решил спросить совета у специалистов.
Суть проблемы заключается в следующем, две алюминиевые пластины толщиной 3-5 мм свариваются внахлест лазером. Характерный размер сварного шва 10-15 мм. В результате образуются дефекты в сварном шве. Очевидно, что размеры пор и трещин внутри шва составляют доли мм.
Необходимо оценить размер этих дефектов, их локации, а так же оценить скорость роста трещин при нагружении сварного соединения. Практика показала, что в сварном шве будет множество пор (десятки).
Уважаемые специалисты, подскажите, пожалуйста, какой метод контроля: ультрозвуковая дефектоскопия, радиографический котроль, радиационный метод, метод акустической эмиссии, вихретоковый контроль и т.д. - лучше применить в данном конкретном случае.


") Может коллеги больше в курсе.
Может коллеги больше в курсе.