Светлой памяти А.К. Гурвича посвящается
Авторы:
- Пасси Гарри, генеральный директор
и научный руководитель фирмы Sonotron NDT, Израиль. Доктор наук, профессор, III уровень по UT, ET, MPI, MIA, RT
- Цомук Сергей Роальдович, генеральный директор ООО «Фирма «ЗОНД», в.н. с. НИИ мостов, Санкт-Петербург, к.т.н., III уровень по акустическому виду НК
Идентификация дефектов при ультразвуковом контроле сварных соединений с применением технологии фазированных решеток
Представлена современная реализация классического Ktl-способа распознавания вида дефекта, фундаментально разработанного около 30 лет назад в НИИ мостов ЛИИЖТа. Новое решение основано на применении технологии фазированных решеток (ФР) с использованием типовых ФР-преобразователей и реализуется непосредственно во время проведения рутинного контроля, не прерывая процесс сканирования и обнаружения дефектов. Результаты измерений на одних и тех же моделях дефектов с применением классической и современной реализации Ktl-способа качественно совпадают; результаты определения вида реальных дефектов сварных швов подтверждены последующими разрушающими испытаниями.
Несмотря на интенсивное развитие средств УЗК, связанное, в первую очередь, с развитием электронного управления ультразвуковым лучом, автоматическим и полуавтоматическим сканированием, регистрацией результатов контроля и визуализацией дефектов, идентификация (определение формы и размера) обнаруженных дефектов и принятие решения об их допустимости или отбраковке по‑прежнему остаётся функцией, непосредственно выполняемой оператором. Особо ответственным является принятие таких решений при контроле объектов в процессе эксплуатации, когда дефекты, ранее признанные допустимыми, могут развиваться, трансформируясь в потенциально опасные, не всегда отражая при этом эхо-сигналы с амплитудой, достаточной для отбраковки по превышению над пороговым (браковочным) уровнем. В то же время, например, изображение неоднородности в поперечном сечении объекта, полученное путём секторного сканирования (рис. 1), и анализ последовательности эхо-сигналов от дефекта для различных углов ввода на А-сканах, формирующих кадр, могут вызвать подозрение о наличии трещины. В таких случаях с целью подтверждения или снятия подозрения о наличии потенциально опасного дефекта (трещины) следует оперативно провести дополнительные измерения, результаты которых позволят оценить его форму с большей определённостью, а аппаратура контроля должна обеспечить возможность выполнения данных измерений с минимальными затратами времени, по возможности не прерывая рутинный контроль. В настоящей статье освещён способ
Ktl идентификации типа дефекта (объёмный/плоскостной), разработанный и доведённый до реальной практической применимости в НИИ мостов ЛИИЖТа в 1980‑е гг., а также показана его современная реализация при контроле сварных швов с применением технологии фазированных решеток (ФР).
Необходимо войти для просмотра
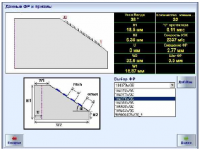
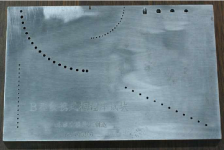
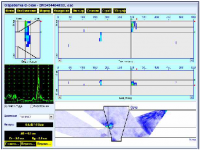
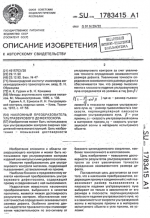
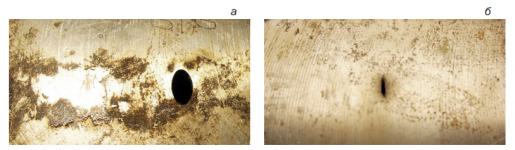
Рис. 1. Шлиф дефекта (вертикальная усталостная трещина), вырезанного из сварного шва на одной из электростанций в Японии (а) и индикация на экране ФР-дефектоскопа (б), полученная при контроле. Максимальная амплитуда эхо-сигнала более чем в два раза (7дБ) ниже порогового уровня (кривая DAC), что не даёт оснований для немедленной отбраковки
История и основы способа Ktl
В конце 1970‑х — начале 1980‑х гг. было установлено, что дифракция волн на отражателях разной формы происходит по‑разному, вследствие чего и амплитуды дифрагированных волн на объёмных (округлых) и плоскостных дефектах разнятся между собой, а потому возможно получить дополнительную информацию о форме и типе дефекта по сравнению с использованием лишь отражённых волн. Были разработаны
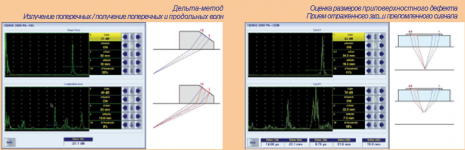
и, в определённой степени, нашли практическое применение несколько технологий, базирующихся на такой постановке задачи. К ним, в частности, относится дельта-метод, когда одновременно анализируются эхо-сигнал поперечной волны, воспринимаемой наклонным преобразователем (ПЭП), работающим в режиме излучения-приёма, и сигнал продольной волны, возникающей в результате озвучивания
дефекта поперечной волной и воспринимаемый прямым ПЭП, располагаемым над дефектом [1–3]. Будучи достаточно простым и показавшим высокую корреляцию измеряемых параметров названных сигналов с типом дефекта, дельта-метод, тем не менее, получил
ограниченное распространение в связи со сложностью практической реализации, связанной с необходимостью ис пользования двух преобразователей, разнесённых конструктивно, а также невозможностью практического использования на сварных швах с неудалённым валиком усиления.
Необходимо войти для просмотра
Рис. 2. ПЭП для реализации Ktl-способа: a — схема расположения пьезоэлементов и первый макет; б — эволюция конструкции: в результате серии экспериментов по её оптимизации создан окончательный вариант специализированного ПЭП с расположением пластин на двух соседних площадках призмы, ориентированных под углами β1=40°, β2=20° и повёрнутых навстречу друг другу на угол 4° (на фото — внизу)
Этих недостатков лишен способ
Ktl, предложенный в 1985 г. [4] и основанный на доказанном эффекте переизлучения продольной волны, трансформированной на дефекте из поперечной,
в сторону наклонного ПЭП, реализующего контроль эхо-методом, причём интенсивность такого переизлучения краями плоскостных дефектов существенно выше по сравнению с округлыми. Для возможности приёма продольной волны ПЭП оснащается дополнительным пьезоэлементом, обеспечивающим приём под углом, равным углу ввода поперечной волны (рис. 2). Идентификация дефекта (плоскостной/округлый) осуществляется путем измерения соотношения амплитуд импульса продольной волны (
Utl) и эхо-сигнала поперечной волны (
Utt), определяющего так называемый коэффициент
Ktl=
Utl/
Utt. На рис 3а представлен вид кривых распределения значений
Ktl для округлых и плоскостных отражателей, полученных в [5].
Согласно [5] при расположении ПЭП в позиции приёма максимального эхосигнала поперечной волны разница
Необходимо войти для просмотра
Для уменьшения случайной составляющей погрешности и повышения воспроизводимости результатов в [5] предложено соотносить измеренную на дефекте величину (
Кtl)д с соответствующей величиной (
Ktl)эт для эталонного отражателя, в качестве которого удобно использовать двугранный угол меры СО-2 (рис. 3б).
Измерения на значительном числе моделей и реальных дефектов сварки, выполненные с использованием применяемых в прошлом аналоговых дефектоскопов с электронно-лучевой трубкой показали достаточно уверенное распознавание образа отражателя и подтвердили, что граничное значение (
Ktl*)гран. идентификационного признака
Ktl*, где между классами «округлые» и «плоскостные» в таком случае составляет 8дБ.
Таким образом, в отличие от дельта-метода, способ
Ktl реализуется при использовании лишь одного ПЭП и не требует зачистки валика усиления сварного шва. Однако, несмотря на серьезную теоретическую проработку и подтверждение её результатов экспериментами, способ
Ktl не нашёл широкого практического применения, что можно объяснить, в первую очередь, необходимостью выполнения ряда дополнительных операций по сравнению с обычным процессом контроля: также, как и при реализации дельта-метода, обнаружив дефект, необходимо зафиксировать ПЭП в положении приёма максимального эхо-сигнала, переключить дефектоскоп на работу в раздельном режиме и перенастроить его, получив дополнительный А-скан, распознать сигнал продольной волны и провести дополнительные измерения, после чего вернуться к первоначальной настройке и продолжать сканирование. При использовании аналоговой техники это занимало немало времени. Кроме того, требовалось модифицировать методики обычного эхо-импульсного контроля
в связи с применением специализированных двухэлементных ПЭП.
Необходимо войти для просмотра
Рис. 3. Кривые распределения значений Ktl для округлых и плоскостных отражателей (а) и определение (Ktl) эт. для двугранного угла в мере СО 2
Реализация способа Ktl с применением технологии ФР
Реализация способа
Ktl с применением технологии ФР основана на
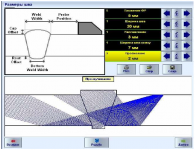
способности дефектоскопа выявлять и индицировать сигналы, соответствующие типу волны, выбранной оператором для измерений. Тип волны выбирается путём задания её скорости в материале, наряду с которой также задают угол ввода и фокусное расстояние (вектор приёма). В соответствии с заданным набором параметров дефектоскоп реализует временные сдвиги (фазировку) для элементарных А-сканов, формируемых на каждом из элементов приёмной апертуры, предшествующую их суперпозиции с получением результирующего А-скана. При этом угол призмы, на которой располагаются элементы решётки, не имеет особого значения, если дефектоскоп обладает достаточным диапазоном фазировки [6].
Первая реализация способа
Ktl с применением технологии ФР, основанная на работе прибора в режиме обычного дефектоскопа и использовании
типового ФР-преобразователя, представлена несколько лет назад в [7] и иллюстрируется рис. 4. Однако такая реализация по‑прежнему требует приостановить рутинный контроль каждый раз, когда требуется произвести идентификацию дефекта. Поэтому в феврале 2017 г. компания Sonotron NDT представила новое решение, позволяющее выполнять операции по идентификации типа дефекта непосредственно во время прозвучивания поперечного сечения материала [8].
Необходимо войти для просмотра
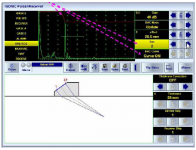
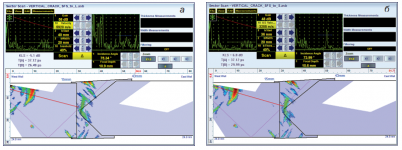
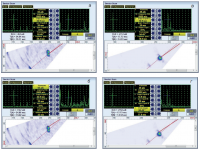
Рис. 4. Иллюстрация первой реализации способа Ktl с применением технологии ФР на примере эхо-сигнала от бокового цилиндрического отверстия ø 1,2мм (компактный округлый отражатель) на глубине 30мм: а — излучение и приём поперечной волны; б — излучение поперечной и приём продольной волны, дифрагированной на дефекте; в -
последовательное исполнение циклов излучения-приема а и б в автоматическом режиме и измерение коэффициента Ktl. Примечание: в действительности Kls=Ktl, однако компанией Sonotron NDT на начальном этапе принято решение не использовать оригинальное обозначение Ktl до апробирования создателями классического способа в НИИ мостов. Динамическая иллюстрация живого экрана прибора доступна в интернете по ссылке: https://www.youtube.com/watch?v=0nB68uimW3Y
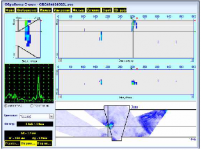
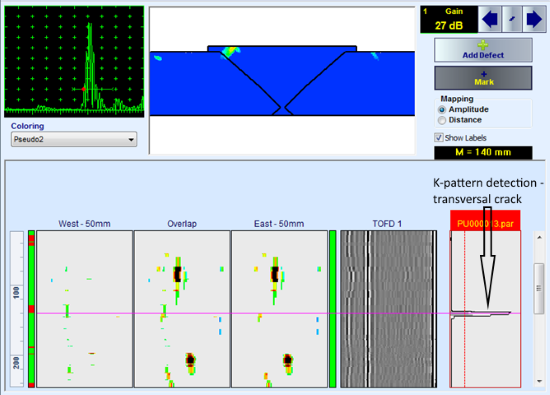
Упомянутое решение иллюстрируется рис. 5, где вертикальная трещина, показанная на рис. 1, идентифицирована как потенциально опасный плоскостной дефект, что и послужило причиной изъятия из эксплуатации и последующего вскрытия сварного шва. Новое решение стало возможным, благодаря оснащению ФР-дефектоскопов серии ISONIC фирмы Sonotron NDT (ISONIC 2009, 2010, 3510) способностью модифицировать последовательность выполняемых для прозвучивания материала циклов излучения-приёма (фокальных законов) динамически, то есть, непосредственно в процессе их реализации:
получив индикацию неоднородности, подлежащей идентификации, оператор указывает точку на изображении, откуда предполагается принять дополнительный сигнал, касаясь её на экране прибора. Этим определятся вектор приёма и инициируется реализация дополнительно фокального закона, во время исполнения которого режим излучения остаётся неизменным (поперечная волна). Определив вектор приёма, оператор также задаёт тип волны, сигналы которой подлежат анализу: в случае выбора продольной волны прибор реализует способ Ktl. При подозрении на наличие вертикально ориентированного плоскостного дефекта полезно также получить дополнительный сигнал поперечной волны, реализуя эхо-зеркальный метод контроля тем же ФР-преобразователем (подобно схеме тандем) [2, 9].
Необходимо войти для просмотра
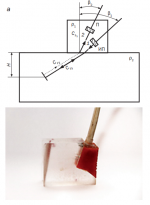
Рис. 5. Реализация Ktl -способа (а) и эхо-зеркального метода (б) непосредственно во время прозвучивания материала при обнаружении вертикальной трещины, показанной на рис. 1. Для обоих скриншотов экрана ФР-дефектоскопа ISONIC 3510: синий курсор на изображении указывает ход луча в цикле излучения-приёма поперечной волны, выбранном из совокупности фокальных законов, выполняемых при реализации секторного сканирования, и соответствует озвучиванию неоднородности однократно отражённым лучом; соответствующий выбранному циклу А-скан слева отображает слабый эхо-сигнал поперечной волны; красный курсор отображает определённый оператором вектор приёма продольной (а) и поперечной (б) волны; измеренное значение Ktl(Kts) равно — 5,1дБ (а), что характеризует дефект как плоскостной, а сильный сигнал поперечной волны (б) превышает изначально зафиксированный более чем в 2 раза (6,8дБ), что дополнительно подтверждает идентификацию дефекта как плоскостного. Примечание: динамическая иллюстрация (видео) экрана прибора для данного примера доступна в интернете по ссылке: https://www.youtube.com/watch?v=eKDKCaH5GvM
Апробация в НИИ мостов
Для компании
Sonotron NDT является большой честью то, что сотрудники НИИ мостов — оригинального разработчика способа
Ktl — нашли возможность провести апробацию нового решения на тех же образцах, на которых этот способ отрабатывался более 30 лет назад. В частности, в качестве моделей объёмного дефекта (далее — модель 1, рис. 6а) использовалось эллиптическое отверстие (2b=11мм), плоскостного (далее — модель 2, рис. 6б) — искусственный вертикальный отражатель размером 2b=3,5мм. Необходимо отметить, что последний был выполнен методом сдавливания округлого отражателя, и в результате «плоскостность» на кромках (ребрах) получилась заметно выше, чем в центре отражателя. С целью оценки остроты верхней и нижней кромок модель 2 озвучивали с двух поверхностей образца, при этом глубина модели составляла 23 и 47мм. Измерения выполнялись с помощью дефектоскопа
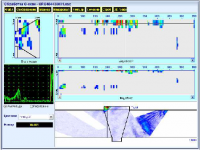
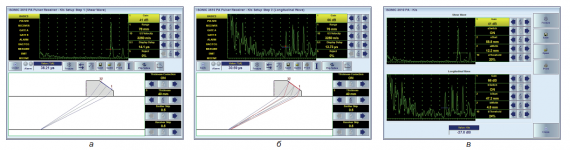
ISONIC 2010 и ФР-преобразователя 104379W36 (линейная решётка, 5МГц, 32 элемента, шаг решётки 0,5мм, ширина элементов 10 мм, расположена на призме с углом 36 градусов) в режиме секторного сканирования. Сначала измерения проводили в центре отражателя, затем, изменяя угол и фокус, — на верхней и нижней кромках отражателя. Результаты измерений, проиллюстрированные на рис. 7, свелись к следующим:
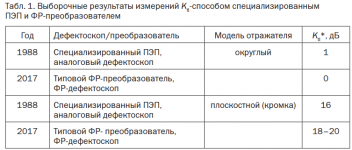
- величина Ktl* для модели округлого отражателя составила 0дБ, для модели плоскостного отражателя (на кромке)≈18дБ;
- при измерении в центре отражателя и на краях на плоскостном отражателе разница в значениях Ktl(Kls) значительная, что соответствует разной остроте кромок отражателя. Например, видно, что на рис. 7а значение Ktl(Kls) составляет –19,2дБ, на рис. 7б –9,0дБ;
- при измерении в центре отражателя и на краях на округлом отражателе разницы в значениях Ktl(Kls) нет (на рис. 7в значение Kls составляет –27,4дБ, на рис. 7г –27,8дБ);
- результаты измерений с применением ФР-преобразователя (2017 г.) и специализированного ПЭП (1988 г.) качественно совпадают (табл. 1).
Необходимо войти для просмотра
Рис. 6. Модели дефектов, использовавшиеся при измерениях в 1988 и 2017 годах: а — округлый; б — плоскостной
Необходимо войти для просмотра
Рис. 7. Результаты измерений: а, б — в центре плоскостного отражателя и на его кромке; в, г — в центре округлого отражателя и на его кромке
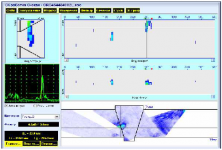
Реальные дефекты
Результаты идентификации реальных дефектов, таких как вертикальная трещина, межслойный непровар и несплавление по кромке, подтвержденные после вскрытия шва, показаны на рис. 5, 8, 9.
Необходимо войти для просмотра
Необходимо войти для просмотра
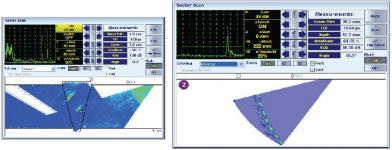
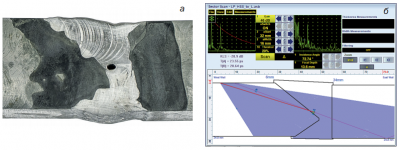
Рис. 8. Межслойный непровар (округлый дефект, а); его отображение при прозвучивании сечения способом секторного сканирования и результаты оценки
Ktl-способом (б)
Необходимо войти для просмотра
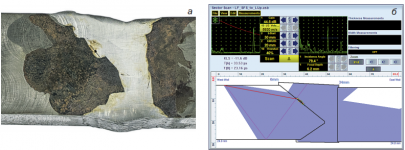
Рис. 9. Несплавление по кромке шва (плоскостной дефект, а); его отображение при прозвучивании сечения способом секторного сканирования и результаты оценки
Ktl-способом (б)
Выводы
К сожалению, большинство широко разрекламированных и практически повсеместно применяемых ФР-дефектоскопов не обеспечивают преемственность технологии, так как при их создании опыт практической дефектоскопии, накопленный десятилетиями, и созданные при этом эффективные технические решения просто игнорировались: исторически сложилось так, что большинство ФР-дефектоскопов, количество типов которых продолжает расти высокими темпами, созданы и продолжают создаваться путём прямого копирования функциональных и схемотехнических решений, применяемых в медицинской ультразвуковой технике. В результате приборы, создаваемые таким образом, в основном отличаются друг от друга цветом, сортом пластика в корпусе, и ценой, не обладая какими‑либо специальными качествами, отличающими их от аналогичного оборудования.
Результаты настоящей работы показывают значимость альтернативного подхода к созданию современной аппаратуры, позволяющей реализовать на новом уровне уникальные и эффективные решения актуальных задач, полученные до цифровой эры. При соответствующем методическом подходе это должно способствовать значительному сокращению затрат на поиски «новых» решений, которые, на самом деле, давно существуют и готовы к немедленному практическому применению на подходящей современной платформе.
Авторы выражают благодарность Михаилу Аккалайнену (НИИ мостов) и Алексу Лапидусу (Sonotron NDT) за полученные ими экспериментальные результаты с ФР-преобразователями, использованные в статье.
Литература
1. Цомук С.Р. Идентификационные признаки дефектов при УЗК. — В мире НК. 2010. №4. С. 14–17.
2. ГОСТ Р 55724–2013. Контроль неразрушающий. Соединения сварные. Методы ультразвуковые. — М.: Стандартинформ, 2014. — 24 с.
3. Krautkremer J. and H. Ultrasonic Testing of Materials. — Springer-Verlag Berlin Heidelberg GmbH, 1990. — 677 p.
4. Гурвич А.К., Дымкин Г.Я., Цомук С.Р. Способ ультразвукового контроля/Авт. свид. 1201754 (СССР). — Бюлл. изобр. 1985. №48.
5. Гурвич А.К., Дымкин Г.Я., Цомук С.Р. Новый информативный признак формы дефекта. — Дефектоскопия. 1990. №11. С. 3–7
6. Пасси Г. УЗК с использованием преобразователей на фазированных решетках. 1. Излучение и прием ультразвуковых сигналов с применением фазированных решеток. — В мире НК. 2010. №3. С. 12–16 (оригинал статьи доступен по ссылке
http://www.sonotronndt.com/ NDTWORLD/2010_3/49_12_16.pdf).
7. Пасси Г. Технология фазированных решеток — современная реализация передовых решений в области УЗК, накопленных в прошлом веке. — В мире НК. 2009. №2. С. 56–64 (оригинал статьи доступен по ссылке
http://www.sonotronndt.com/NDTWORLD/2009_2/44_56_64.pdf).
8. Sonotron NDT presents on-the-fly defect pattern analysis whilst performing S-Scan material coverage. — NDT.NET. 2017. V.22. No2. (публикация доступна по ссылке
http://www.ndt.net/search/docs.php3?id=20780&content=1).
9. Воронков В.А., Ермолов И.Н. Измерение высоты корневой трещины с помощью двух ультразвуковых преобразователей. — Дефектоскопия. 1990. №11. С. 8–13.
Статья опубликована в журнале "В мире НК" (№1, том 20, 2017 год), С. 43-49 и доступна в приложении к данному сообщению.