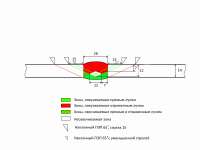
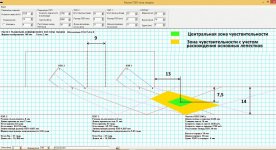
Здравствуйте ,помогите с настройкой и проверкой стыковых сварный соединений толщиной 12,14 и16 мм. Прибором УД-4ТМ . С настройкой и проверкой сварных швов знаком только теоритически . работаю на железной дороге, проверяю оси и диски колесных пар . сказали проверить сварные швы данных толщин . помню что нужно настраивать на СОП по зарубкам выставив зоны ВС прямым и отраженным лучом , и настроить ВРЧ. Попросил СОПы толщин с зарубками и тех карту настройки на прибор , но мне сказали что по новым правилам настраивается по СО-2, от отверстия ᴓ 6мм, и к ним добавить усиление . документ на который ссылаются - ПР НК В.5 , ТИ НК В.51-1 , ГОСТ 14782-86



согласно этой инструкции проверка прямым и отраженным лучом это две разные настройки ? подскажите кто в курсе
согласно этой инструкции проверка прямым и отраженным лучом это две разные настройки ? подскажите кто в курсе