Такая переписка с заказчиком есть (тут уж поверьте на слово, опубликовывать ее я не буду, т.к. данный Заказчик очень важен … ограничения по распространению тех. Документов и переписки в договоре и т.п.)
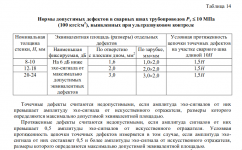
На приведенные Вами пункты в нашей переписке с Заказчиком я обращал внимание, на что он апеллирует п. 12.3.11, в котором данных ограничений нет (понимаю, что это глупость, но и эквивалентная площадь в данном пункте есть и некоторые организации готовы изготовить СОП (НО) по данному пункту ГОСТа на толщины менее 8 мм ….)
Более того в связи с требованиями многих НТД (ГОСТ, ТР ТС и т.п.), что проектировщик должен указывать методы и объемы контроля (на это есть и разъяснения Ростехнадзора), был сделан запрос в проектный институт, который ответил, что ограничения по проведению УЗК в ГОСТ 32569 отсутствуют (к сожалению Проектировщик аффилирован с Заказчиком).
Все равно огромное спасибо за ответ/коментарий!!!!
Уважаемые форумчане! Не стесняйтесь, пишите комментарии/мнения! Возможно кто-то считает/знает, что можно проводить УЗК при данных параметрах!!!
На приведенные Вами пункты в нашей переписке с Заказчиком я обращал внимание, на что он апеллирует п. 12.3.11, в котором данных ограничений нет (понимаю, что это глупость, но и эквивалентная площадь в данном пункте есть и некоторые организации готовы изготовить СОП (НО) по данному пункту ГОСТа на толщины менее 8 мм ….)
Более того в связи с требованиями многих НТД (ГОСТ, ТР ТС и т.п.), что проектировщик должен указывать методы и объемы контроля (на это есть и разъяснения Ростехнадзора), был сделан запрос в проектный институт, который ответил, что ограничения по проведению УЗК в ГОСТ 32569 отсутствуют (к сожалению Проектировщик аффилирован с Заказчиком).
Все равно огромное спасибо за ответ/коментарий!!!!
Уважаемые форумчане! Не стесняйтесь, пишите комментарии/мнения! Возможно кто-то считает/знает, что можно проводить УЗК при данных параметрах!!!