В №10 электронного научного журнала "Труды ВИАМ" вышла статья по нашему профилю:
Мурашов В.В., Яковлева С.И. Неразрушающий контроль заполнителя и неразъёмных соединений деталей лопасти воздушного винта из полимерного композиционного материала / В.В. Мурашов, С.И. Яковлева // Труды ВИАМ. - 2018. - №10. - С. 83-92.
Так как статья доступна в открытом доступе, то мы посчитали, что не будет ничего страшного, если мы продублируем её здесь ardon:
Статья доступна во вложении. Мы лишь приведём выдержку с результатами испытаний:
В данной работе наиболее тщательно исследована возможность применения ультразвукового эхо-импульсного метода (дефектоскопы EPOCH 1000 Olympus, УД2-12 и УДЛ-2М) и двух низкочастотных акустических методов: метода свободных колебаний (дефектоскопы АД-50У, АД-60С, АД-64М и ЧИКП-4УС) и импедансного метода (дефектоскопы АД-42И, ДАМИ-С и ИД-403) – для выявления дефектов типа нарушения сплошности материала в пенопласте и под нагревательной накладкой.
Для выявления дефектов под нагревательной накладкой положительные результаты показали только эхо-импульсный метод (при лазерном возбуждении импульсов УЗК) и метод свободных колебаний. Сравнение эксплуатационных возможностей этих методов позволило сделать выбор в пользу метода свободных колебаний, реализуемого с помощью дефектоскопа типа АД-64М [22].
Для выявления дефектов в пенопласте эффективным признан только метод свободных колебаний. Применение других методов (эхо-импульсного и импедансного) для указанной цели не эффективно. В связи с этим рассмотрим более подробно возможности метода свободных колебаний при выявлении дефектов в лопасти воздушного винта.
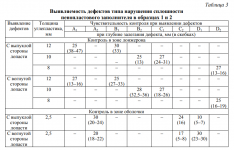
В табл. 3 представлены результаты выявляемости дефектов в образцах при контроле методом свободных колебаний, реализуемым с помощью дефектоскопа АД-64М. Следует учитывать, что чем меньше размер выявляемого дефекта, тем выше чувствительность
контроля.
Необходимо войти для просмотра
В образце 3 при настройке дефектоскопа в бездефектных зонах приклейки нагревательной накладки к телу лопасти уверенно выявляются только дефекты В3 и С3 шириной соответственно 10 и 15 мм. Чувствительность в этом случае равна 10 (вдали от зоны скругления лопасти) и 15 мм (около зоны скругления лопасти).
Погрешности определения чувствительности контроля при выявлении дефектов определяются как настройкой дефектоскопа, так и формой ОК в различных его зонах. В табл. 3 представлены результаты определения чувствительности контроля при настройке дефектоскопа в зоне лонжерона, когда пенопласт контролируется со стороны толстого углепластика (толщиной от 8 до 12 мм), и в зоне оболочки, когда пенопласт контролируется со стороны тонкого углепластика (толщиной 2,5 мм). Точность выявления границ дефектов, определяющая погрешность экспериментов, в этом случае составляет ±1,5 мм.
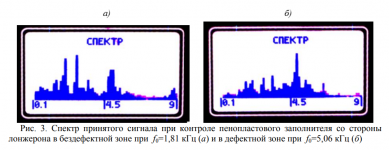
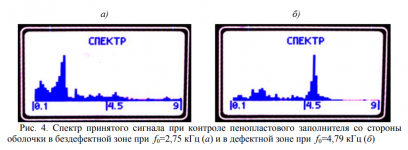
На рис. 3, а и б показаны спектры принятых сигналов при контроле пенопластового заполнителя со стороны лонжерона в бездефектной и дефектной зонах соответственно. На рис. 4, а и б показаны спектры принятых сигналов при контроле пенопластового заполнителя со стороны оболочки в бездефектной и дефектной зонах соответственно.
Необходимо войти для просмотра
Признаком дефекта в данном случае является существенное изменение спектра: в первом случае (рис. 3) основная составляющая спектра f0 (наибольшая по амплитуде) при контроле в бездефектной зоне располагалась на частоте 1,81 кГц, при контроле в зоне дефекта – на частоте 5,06 кГц, а во втором случае (рис. 4) при контроле в бездефектной зоне располагалась на частоте 2,75 кГц, при контроле в зоне дефекта – на частоте 4,79 кГц.
Необходимо войти для просмотра
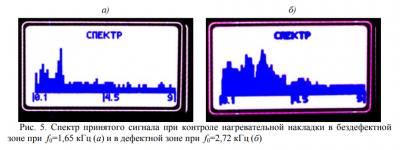
Чувствительность дефектоскопа при контроле пенопласта в зоне лонжерона составляет от 25 до 30 мм как с выпуклой, так и с вогнутой стороны лопасти. На рис. 5, а и б показаны спектры принятого сигнала при контроле нагревательной накладки в бездефектной и дефектной зонах соответственно. Признаком дефекта в этом случае является также значительное изменение спектра: в первом случае (рис. 5, а) основная составляющая спектра f0 при контроле в бездефектной зоне располагалась на частоте 1,65 кГц, при контроле в зоне дефекта (рис. 5, б) – на частоте 2,72 кГц.
Необходимо войти для просмотра
При контроле качества приклейки нагревательной накладки чувствительность дефектоскопа составляет от 10 до 15 мм в зависимости от места расположения (дальше от зоны скругления лопасти или ближе к ней).
Мурашов В.В., Яковлева С.И. Неразрушающий контроль заполнителя и неразъёмных соединений деталей лопасти воздушного винта из полимерного композиционного материала / В.В. Мурашов, С.И. Яковлева // Труды ВИАМ. - 2018. - №10. - С. 83-92.
Так как статья доступна в открытом доступе, то мы посчитали, что не будет ничего страшного, если мы продублируем её здесь ardon:
Статья доступна во вложении. Мы лишь приведём выдержку с результатами испытаний:
В данной работе наиболее тщательно исследована возможность применения ультразвукового эхо-импульсного метода (дефектоскопы EPOCH 1000 Olympus, УД2-12 и УДЛ-2М) и двух низкочастотных акустических методов: метода свободных колебаний (дефектоскопы АД-50У, АД-60С, АД-64М и ЧИКП-4УС) и импедансного метода (дефектоскопы АД-42И, ДАМИ-С и ИД-403) – для выявления дефектов типа нарушения сплошности материала в пенопласте и под нагревательной накладкой.
Для выявления дефектов под нагревательной накладкой положительные результаты показали только эхо-импульсный метод (при лазерном возбуждении импульсов УЗК) и метод свободных колебаний. Сравнение эксплуатационных возможностей этих методов позволило сделать выбор в пользу метода свободных колебаний, реализуемого с помощью дефектоскопа типа АД-64М [22].
Для выявления дефектов в пенопласте эффективным признан только метод свободных колебаний. Применение других методов (эхо-импульсного и импедансного) для указанной цели не эффективно. В связи с этим рассмотрим более подробно возможности метода свободных колебаний при выявлении дефектов в лопасти воздушного винта.
В табл. 3 представлены результаты выявляемости дефектов в образцах при контроле методом свободных колебаний, реализуемым с помощью дефектоскопа АД-64М. Следует учитывать, что чем меньше размер выявляемого дефекта, тем выше чувствительность
контроля.
Необходимо войти для просмотра
В образце 3 при настройке дефектоскопа в бездефектных зонах приклейки нагревательной накладки к телу лопасти уверенно выявляются только дефекты В3 и С3 шириной соответственно 10 и 15 мм. Чувствительность в этом случае равна 10 (вдали от зоны скругления лопасти) и 15 мм (около зоны скругления лопасти).
Погрешности определения чувствительности контроля при выявлении дефектов определяются как настройкой дефектоскопа, так и формой ОК в различных его зонах. В табл. 3 представлены результаты определения чувствительности контроля при настройке дефектоскопа в зоне лонжерона, когда пенопласт контролируется со стороны толстого углепластика (толщиной от 8 до 12 мм), и в зоне оболочки, когда пенопласт контролируется со стороны тонкого углепластика (толщиной 2,5 мм). Точность выявления границ дефектов, определяющая погрешность экспериментов, в этом случае составляет ±1,5 мм.
На рис. 3, а и б показаны спектры принятых сигналов при контроле пенопластового заполнителя со стороны лонжерона в бездефектной и дефектной зонах соответственно. На рис. 4, а и б показаны спектры принятых сигналов при контроле пенопластового заполнителя со стороны оболочки в бездефектной и дефектной зонах соответственно.
Необходимо войти для просмотра
Признаком дефекта в данном случае является существенное изменение спектра: в первом случае (рис. 3) основная составляющая спектра f0 (наибольшая по амплитуде) при контроле в бездефектной зоне располагалась на частоте 1,81 кГц, при контроле в зоне дефекта – на частоте 5,06 кГц, а во втором случае (рис. 4) при контроле в бездефектной зоне располагалась на частоте 2,75 кГц, при контроле в зоне дефекта – на частоте 4,79 кГц.
Необходимо войти для просмотра
Чувствительность дефектоскопа при контроле пенопласта в зоне лонжерона составляет от 25 до 30 мм как с выпуклой, так и с вогнутой стороны лопасти. На рис. 5, а и б показаны спектры принятого сигнала при контроле нагревательной накладки в бездефектной и дефектной зонах соответственно. Признаком дефекта в этом случае является также значительное изменение спектра: в первом случае (рис. 5, а) основная составляющая спектра f0 при контроле в бездефектной зоне располагалась на частоте 1,65 кГц, при контроле в зоне дефекта (рис. 5, б) – на частоте 2,72 кГц.
Необходимо войти для просмотра
При контроле качества приклейки нагревательной накладки чувствительность дефектоскопа составляет от 10 до 15 мм в зависимости от места расположения (дальше от зоны скругления лопасти или ближе к ней).