В
В мире НК
Guest
Контроль сварных швов нержавеющих сталей ультразвуковым томографом с фазированными решетками «OMNISCAN»
Об авторах
Сотрудники ОАО «НИИхиммаш», г. Москва:
Необходимо войти для просмотра
Бобров Виктор Александрович
Начальник Центральной лаборатории
физических методов исследования, контроля и диагностики,
руководитель Независимого органа по аттестации персонала и лабораторий НК,
к. т. н., специалист III уровня по 6 методам НК.
Волокитин Виктор Васильевич
Инженер ЦЛФМИКиД,
специалист III уровня по УЗК, РК, ВК, ПВК,
II уровня по ВИК и МК.
Необходимо войти для просмотра
Параев Сергей Андреевич
Старший научный сотрудник ЦЛФМИКиД,
к. т. н., специалист III уровня по ВИК и МК,
II уровня по УЗК, РК, ВК, ПВК.
Сотрудники ЗАО «Панатест ЭнДиТи», г. Москва:
Необходимо войти для просмотра
Семеренко Алексей Владимирович
Исполнительный директор,
специалист III уровня по акустическому виду НК.
Пепеляев Андрей Валентинович
Ведущий специалист, III уровень по акустическому виду НК.
Профессиональные интересы - инновации в сфере НК и ТД.
Нержавеющие и двухслойные стали находят широкое применение в химической, нефтехимической и других отраслях промышленности. УЗК сварных соединений этих материалов затруднен из-за высокого уровня структурных помех и затухания ультразвука.
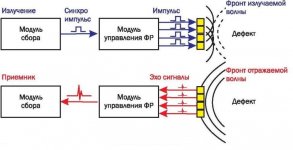
В головной научно-исследовательской организации отрасли - ОАО «НИИхиммаш» - постоянно ведутся работы по разработке и внедрению новых методик и приборов НК. Одним из самых перспективных направлений является применение портативных ультразвуковых томографов с многоэлементными преобразователями типа «фазированная решетка» (ФР).
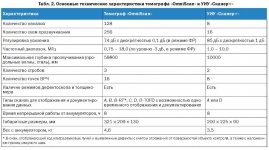
В настоящей работе даны краткие сведения по ультразвуковой томографии и представлены результаты экспериментальных исследований сварных швов нержавеющих сталей, проведенных томографом «OmniScan» (рис. 1). Прибор разработан и производится компанией «Olympus NDT» (Япония - Канада), зарегистрирован в Государственном реестре средств измерений и применяется в России с 2005 г. Также проведено сравнение возможностей томографа «OmniScan» и ультразвукового дефектоскопа УИУ «Сканер+» производства ООО «Алтес» (Россия).
Томография как исследование внутренней структуры объекта по слоям уже несколько десятков лет используется в технике и в медицине. Но ее широкое применение в производстве и эксплуатации различных объектов началось лишь в последние годы, когда удалось создать надежные портативные системы, пригодные для работы в полевых и других сложных условиях.
Об авторах
Сотрудники ОАО «НИИхиммаш», г. Москва:
Необходимо войти для просмотра
Бобров Виктор Александрович
Начальник Центральной лаборатории
физических методов исследования, контроля и диагностики,
руководитель Независимого органа по аттестации персонала и лабораторий НК,
к. т. н., специалист III уровня по 6 методам НК.
Волокитин Виктор Васильевич
Инженер ЦЛФМИКиД,
специалист III уровня по УЗК, РК, ВК, ПВК,
II уровня по ВИК и МК.
Необходимо войти для просмотра
Параев Сергей Андреевич
Старший научный сотрудник ЦЛФМИКиД,
к. т. н., специалист III уровня по ВИК и МК,
II уровня по УЗК, РК, ВК, ПВК.
Сотрудники ЗАО «Панатест ЭнДиТи», г. Москва:
Необходимо войти для просмотра
Семеренко Алексей Владимирович
Исполнительный директор,
специалист III уровня по акустическому виду НК.
Пепеляев Андрей Валентинович
Ведущий специалист, III уровень по акустическому виду НК.
Профессиональные интересы - инновации в сфере НК и ТД.
Нержавеющие и двухслойные стали находят широкое применение в химической, нефтехимической и других отраслях промышленности. УЗК сварных соединений этих материалов затруднен из-за высокого уровня структурных помех и затухания ультразвука.
В головной научно-исследовательской организации отрасли - ОАО «НИИхиммаш» - постоянно ведутся работы по разработке и внедрению новых методик и приборов НК. Одним из самых перспективных направлений является применение портативных ультразвуковых томографов с многоэлементными преобразователями типа «фазированная решетка» (ФР).
В настоящей работе даны краткие сведения по ультразвуковой томографии и представлены результаты экспериментальных исследований сварных швов нержавеющих сталей, проведенных томографом «OmniScan» (рис. 1). Прибор разработан и производится компанией «Olympus NDT» (Япония - Канада), зарегистрирован в Государственном реестре средств измерений и применяется в России с 2005 г. Также проведено сравнение возможностей томографа «OmniScan» и ультразвукового дефектоскопа УИУ «Сканер+» производства ООО «Алтес» (Россия).
Необходимо войти для просмотра
Рис. 1. Ультразвуковые томографы «OmniScan МХ2» и «OmniScan MX»
Рис. 1. Ультразвуковые томографы «OmniScan МХ2» и «OmniScan MX»
Томография как исследование внутренней структуры объекта по слоям уже несколько десятков лет используется в технике и в медицине. Но ее широкое применение в производстве и эксплуатации различных объектов началось лишь в последние годы, когда удалось создать надежные портативные системы, пригодные для работы в полевых и других сложных условиях.