Cvik
Свой
Коллеги.
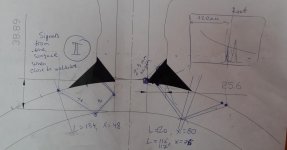
Заказчик просит делать УЗК для бобышек- врезки патрубков в трубопровод. Диаметр 35-50 мм, толщина стенки 4,5-5 мм, высота до 40 мм.
Я утверждаю что такой контроль делать нельзя - он требует - типа у него заложено по плану.
Мы обычно работаем по евро нормам (классический звук начинается с 8 мм). К сожалению ГОСТ 14782 не содержит ограничения по толщине (или я его не нашёл).
Помогите доказать клиенту нецелесообразность такой работы, опираясь на российскую нормативную документацию, или подскажите как выполнить - какие преобразователи и настроечные образцы требуются для такой работы.
объект - газопровод Р=16 бар
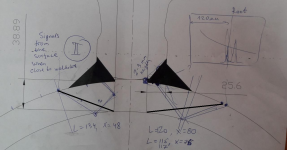
Заказчик просит делать УЗК для бобышек- врезки патрубков в трубопровод. Диаметр 35-50 мм, толщина стенки 4,5-5 мм, высота до 40 мм.
Я утверждаю что такой контроль делать нельзя - он требует - типа у него заложено по плану.
Мы обычно работаем по евро нормам (классический звук начинается с 8 мм). К сожалению ГОСТ 14782 не содержит ограничения по толщине (или я его не нашёл).
Помогите доказать клиенту нецелесообразность такой работы, опираясь на российскую нормативную документацию, или подскажите как выполнить - какие преобразователи и настроечные образцы требуются для такой работы.
объект - газопровод Р=16 бар
") 3
3