В
В мире НК
Guest
Вихретоковый контроль с использованием матрицы датчиков
Об авторах
Необходимо войти для просмотра
Эдди Чак (Eddie Chuck)
Сотрудник Staveley/Nortec в Kennewick, WA (США) в течение 21 года.
Имеет большой опыт разработки и изготовления ВТ-преобразователей
и приборов для различных применений, особенно для аэрокосмической отрасли.
Необходимо войти для просмотра
Биттнер Джеймс (Bittner James)
В течение 15 лет связан с NDT Engineering Corp, RD-Tech и Olympus NDT,
где занимал должности координатора проекта, менеджера по качеству, руководителя проекта.
Сейчас - эксперт по ВТ-контролю в Kent, WA (США).
Разработал ряд ВТ-преобразователей и методик контроля для Boeing, Learjet, ВВС и ВМФ США.
Необходимо войти для просмотра
Лепаж Бенуа (Lepage Benoit)
Инженер-физик, 6 лет занимается разработкой матричных ВТ-датчиков
в R/D Tech и Olympus NDT в г. Квебек (Канада),
внедрением новых решений в аэрокосмическую отрасль.
Необходимо войти для просмотра
Ламар Андре (Lamarre Andre)
Инженер-физик и магистр материаловедения, 14 последних лет работает в области НК.
В натоящее время отвечает за коммерческое развитие ВТ-контроля в Olympus NDT в г. Квебек (Канада)
применительно к аэрокосмической отрасли и по линии МО.
Введение
Вихретоковый метод является электромагнитным методом, который широко используется в аэрокосмической, нефтехимической отраслях промышленности, а также в электроэнергетике, для контроля металлоконструкций. Основу этого метода составляет выносной датчик, который при протекании через него переменного тока, создает вихревые токи в контролируемой области. Любые не-сплошности или изменения свойств материалов, которые изменяют вихревые токи в контролируемой области, регистрируются выносным датчиком и рассматриваются как возможные дефекты. Недавно этот метод был существенно усовершенствован с использованием матрицы вихретоковых датчиков (eddy current array).
Вихретоковые матрицы
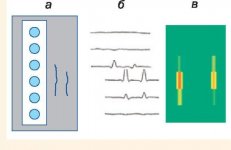
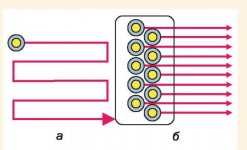
Метод контроля с использованием матрицы вихретоковых датчиков или ВТ-матрицы основан на электронном управлении и считывании информации с нескольких вихретоковых датчиков, расположенных в виде матрицы на объекте контроля. Сбор данных стал возможен благодаря использованию мультиплексора, который позволяет устранить взаимное влияние между отдельными датчиками.
Преимущества ВТ-матриц
По сравнению с одноканальным вихретоковым контролем использование ВТ-матрицы имеет следующие преимущества, позволяющие:
• существенно уменьшить время проведения контроля;
• охватить большую площадь за один проход;
• упростить конструкции механических и автоматизированных систем сканирования;
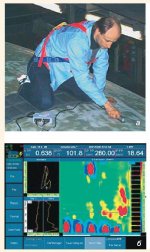
• представлять результаты контроля заданной области в режиме реального времени и упростить интерпретацию данных;
• контролировать объекты сложной геометрии;
• повысить надежность и достоверность контроля.
Об авторах
Необходимо войти для просмотра
Эдди Чак (Eddie Chuck)
Сотрудник Staveley/Nortec в Kennewick, WA (США) в течение 21 года.
Имеет большой опыт разработки и изготовления ВТ-преобразователей
и приборов для различных применений, особенно для аэрокосмической отрасли.
Необходимо войти для просмотра
Биттнер Джеймс (Bittner James)
В течение 15 лет связан с NDT Engineering Corp, RD-Tech и Olympus NDT,
где занимал должности координатора проекта, менеджера по качеству, руководителя проекта.
Сейчас - эксперт по ВТ-контролю в Kent, WA (США).
Разработал ряд ВТ-преобразователей и методик контроля для Boeing, Learjet, ВВС и ВМФ США.
Необходимо войти для просмотра
Лепаж Бенуа (Lepage Benoit)
Инженер-физик, 6 лет занимается разработкой матричных ВТ-датчиков
в R/D Tech и Olympus NDT в г. Квебек (Канада),
внедрением новых решений в аэрокосмическую отрасль.
Необходимо войти для просмотра
Ламар Андре (Lamarre Andre)
Инженер-физик и магистр материаловедения, 14 последних лет работает в области НК.
В натоящее время отвечает за коммерческое развитие ВТ-контроля в Olympus NDT в г. Квебек (Канада)
применительно к аэрокосмической отрасли и по линии МО.
Введение
Вихретоковый метод является электромагнитным методом, который широко используется в аэрокосмической, нефтехимической отраслях промышленности, а также в электроэнергетике, для контроля металлоконструкций. Основу этого метода составляет выносной датчик, который при протекании через него переменного тока, создает вихревые токи в контролируемой области. Любые не-сплошности или изменения свойств материалов, которые изменяют вихревые токи в контролируемой области, регистрируются выносным датчиком и рассматриваются как возможные дефекты. Недавно этот метод был существенно усовершенствован с использованием матрицы вихретоковых датчиков (eddy current array).
Вихретоковые матрицы
Метод контроля с использованием матрицы вихретоковых датчиков или ВТ-матрицы основан на электронном управлении и считывании информации с нескольких вихретоковых датчиков, расположенных в виде матрицы на объекте контроля. Сбор данных стал возможен благодаря использованию мультиплексора, который позволяет устранить взаимное влияние между отдельными датчиками.
Преимущества ВТ-матриц
По сравнению с одноканальным вихретоковым контролем использование ВТ-матрицы имеет следующие преимущества, позволяющие:
• существенно уменьшить время проведения контроля;
• охватить большую площадь за один проход;
• упростить конструкции механических и автоматизированных систем сканирования;
• представлять результаты контроля заданной области в режиме реального времени и упростить интерпретацию данных;
• контролировать объекты сложной геометрии;
• повысить надежность и достоверность контроля.