Уважаемые форумчане, выхожу к вам в сеть с очередной проблемой, просьба помочь. Завод просит провести ультразвуковой контроль стыковых сварных швов прутков 60-го и 90-го диаметра, которые используются в металлоконструкции сороудерживающей решетки. Сварка, механизированная в углекислом газе. Шов относится к III категории по РД ГМ-043-91. Ширина валика усиления для прутка 60-го диаметра 40-50 мм, а для прутка 90-го диаметра 50-65 мм. Согласно указанных в заявке документов на контроль, а именно РД ГМ-043-91 п.4.5.1 и РД 34 02.028-2007, УЗК таких соединений не проводиться, да и рентген там тоже проблематичен. Однако заказчик требует от завода изготовителя 100% контроль таких соединений, а в проекте такие конструкции вообще идут без укрупнительной сборки и сварки, хотя длина требуемых решеток 7500 мм, а поставка таких прутков максимальна 7000 мм, как говорят заводчане. Так что как ни крути, а без сварки здесь не обойтись. Существует ли методика контроля таких соединений или им подобных, возможна даже из других областей промышленности? Помогите дельными советами и предложениями по контролю. Если нет, то как донести до дурных голов эту информацию.
Вы используете устаревший браузер. Этот и другие сайты могут отображаться в нём некорректно.
Вам необходимо обновить браузер или попробовать использовать другой.
Вам необходимо обновить браузер или попробовать использовать другой.
Помогите с контролем стыкованных прутков 60-го и 90-го диаметров
- Автор темы GrAlex
- Дата начала
Ответить

Только 45 град - а несплавление по вертикальной разделке как им найти? Толщина-то 60 и 90.
И, как любит говорить dea135, а кто отвечать будет, если сломается?")
РД ГМ-043-91 КАК раз и относиться к сороудерживающим решеткам и нормы браковки есть по узк.
Ищи она тамardon:
В РД ГМ-043-91 все нормы браковки есть,и для III категории.
Без разницы, существует или нет. Может и существует при изготовлении Т-34. Но как ты танк к твоим пруткам привяжешь? В том, что ты выложил, ни методики, ни норм на такие швы нет. Мое мнение - кто этот контроль просит, тот пусть и дает методику и нормы. А так смешно получается. Ну проконтролируешь теневым на 100мм2, а они скажут, что не того хотели. По хорошему, если швы еще не заварены - ввести визуальный послойный контроль. Он вполне заменяет УЗК и РК для недоступных швов.Существует ли методика контроля таких соединений или им подобных, возможна даже из других областей промышленности? Помогите дельными советами и предложениями по контролю. Если нет, то как донести до дурных голов эту информацию.
Швы, конечно, неприятные, но проверить можно. Мы швы подобной конфигурации проверяем иногда, только у них толщина/диаметр были 40...50мм. Я на таких швах потребовал бы снять валик усиления заподлицо, чтобы можно было проверять прямым лучом всё сечение шва. Судя по разделке, ПЭП в любом случае нужен на 45 градусов.
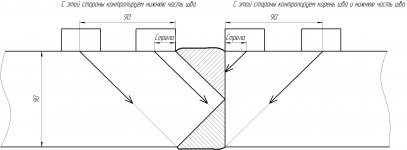
В случае, если не валик не снимут, составьте карту контроля, где будет расписана и разрисована схема прозвучивания с валиком. Тут контроль будет представлять собой нечто подобное тому, что ниже во вложении.
В случае, если не валик не снимут, составьте карту контроля, где будет расписана и разрисована схема прозвучивания с валиком. Тут контроль будет представлять собой нечто подобное тому, что ниже во вложении.
Вложения
Михаил57
Дефектоскопист всея Руси
- Регистрация
- 06.03.2013
- Сообщения
- 10,960
- Реакции
- 1,067
А нормы браковки где взять?Швы, конечно, неприятные, но проверить можно. Мы швы подобной конфигурации проверяем иногда, только у них толщина/диаметр были 40...50мм. Я на таких швах потребовал бы снять валик усиления заподлицо, чтобы можно было проверять прямым лучом всё сечение шва. Судя по разделке, ПЭП в любом случае нужен на 45 градусов.
В случае, если не валик не снимут, составьте карту контроля, где будет расписана и разрисована схема прозвучивания с валиком. Тут контроль будет представлять собой нечто подобное тому, что ниже во вложении.
В нашем случае нормы в чертеже написаны. Собственно двоякий вопрос - можно ли пользоваться нормами в указанных выше РД. С одной стороны эти РД не распространяются на швы такой конструкции, но с другой стороны S0 и S1 там есть для толщин 60 и 90мм. Если с площадями разобраться труда не составит, сложности возникнут с количеством n на 100мм. Тут мне в голову ничего не приходит, кроме как не использовать этот параметр вообще, т.е. браковать только по S1 или, если по-пензенски, n=0.А нормы браковки где взять?
Кыш отсюда вместе со своим дефектоскопом в другую тему!уважаемые коллеги,подскажите в чем проблема. Недавно купил ультразвуковой аппарат DIO 1000. Но вот беда. НЕ МОГУ найти зарубку на СОП. ( края вижу отчётливо, и верх и низ.) на СО2 вообще идеально. А зарубку ни как.
п. 4.5.1 ....стыковых швов листовых конструкций - и как сюда это пришпилить?В нашем случае нормы в чертеже написаны. Собственно двоякий вопрос - можно ли пользоваться нормами в указанных выше РД. С одной стороны эти РД не распространяются на швы такой конструкции, но с другой стороны S0 и S1 там есть для толщин 60 и 90мм. Если с площадями разобраться труда не составит, сложности возникнут с количеством n на 100мм. Тут мне в голову ничего не приходит, кроме как не использовать этот параметр вообще, т.е. браковать только по S1 или, если по-пензенски, n=0.
Только 45 град - а несплавление по вертикальной разделке как им найти? Толщина-то 60 и 90.
И, как любит говорить dea135, а кто отвечать будет, если сломается?
Уважаемые форумчане, выхожу к вам в сеть с очередной проблемой, просьба помочь. Завод просит провести ультразвуковой контроль стыковых сварных швов прутков 60-го и 90-го диаметра, которые используются в металлоконструкции сороудерживающей решетки. Сварка, механизированная в углекислом газе. Шов относится к III категории по РД ГМ-043-91. Ширина валика усиления для прутка 60-го диаметра 40-50 мм, а для прутка 90-го диаметра 50-65 мм. Согласно указанных в заявке документов на контроль, а именно РД ГМ-043-91 п.4.5.1 и РД 34 02.028-2007, УЗК таких соединений не проводиться, да и рентген там тоже проблематичен. Однако заказчик требует от завода изготовителя 100% контроль таких соединений, а в проекте такие конструкции вообще идут без укрупнительной сборки и сварки, хотя длина требуемых решеток 7500 мм, а поставка таких прутков максимальна 7000 мм, как говорят заводчане. Так что как ни крути, а без сварки здесь не обойтись. Существует ли методика контроля таких соединений или им подобных, возможна даже из других областей промышленности? Помогите дельными советами и предложениями по контролю. Если нет, то как донести до дурных голов эту информацию.
РД ГМ-043-91 КАК раз и относиться к сороудерживающим решеткам и нормы браковки есть по узк.
уважаемые коллеги,подскажите в чем проблема. Недавно купил ультразвуковой аппарат DIO 1000. Но вот беда. НЕ МОГУ найти зарубку на СОП. ( края вижу отчётливо, и верх и низ.) на СО2 вообще идеально. А зарубку ни как.
Ищи она тамardon:
вот вопрос о браковочных уровнях,конечно, важен, но здесь схемные решения не так очевидны. можно придумать несколько разных, но надо все проверять, как сейчас модно говорить- аттестовывать технологию.п. 4.5.1 ....стыковых швов листовых конструкций - и как сюда это пришпилить?
Только 45 град - а несплавление по вертикальной разделке как им найти? Толщина-то 60 и 90.
И, как любит говорить dea135, а кто отвечать будет, если сломается?
Согласен только с левой частью схемы. Для выявления несплавлений по вертикальной стенке. а вероятность их возникновения очень высока, потребуется, например, схема с двумя ПЭП и контроль по слоям с изменением взаимного положения ПЭП.Тут контроль будет представлять собой нечто подобное тому, что ниже во вложении.
Михаил57
Дефектоскопист всея Руси
- Регистрация
- 06.03.2013
- Сообщения
- 10,960
- Реакции
- 1,067
Сварные арматурные стержни контролируют по зеркально-теневой схеме. Ключевой вопрос - какая должна быть чувствительность контроля.Швы, конечно, неприятные, но проверить можно. Мы швы подобной конфигурации проверяем иногда, только у них толщина/диаметр были 40...50мм. Я на таких швах потребовал бы снять валик усиления заподлицо, чтобы можно было проверять прямым лучом всё сечение шва. Судя по разделке, ПЭП в любом случае нужен на 45 градусов.
В случае, если не валик не снимут, составьте карту контроля, где будет расписана и разрисована схема прозвучивания с валиком. Тут контроль будет представлять собой нечто подобное тому, что ниже во вложении.
Сварные арматурные стержни контролируют по зеркально-теневой схеме. Ключевой вопрос - какая должна быть чувствительность контроля.
В РД ГМ-043-91 все нормы браковки есть,и для III категории.
есть такой способ контроля, но уж очень грубый по чувствительности. можно интересней предложить, начиная с обычных тандемных, дельта методик и пр.Сварные арматурные стержни контролируют по зеркально-теневой схеме. Ключевой вопрос - какая должна быть чувствительность контроля.
Есть то есть, да не на эти соединения. В нем нет ни слова про сварные соед-я прутков такого сечения.В РД ГМ-043-91 все нормы браковки есть,и для III категории.
Willwelder
Новичок
- Регистрация
- 25.03.2017
- Сообщения
- 1
- Реакции
- 0
РД ГМ-043-91
Здравствуйте.
Сделайте, пожалуйста, услугу: выложите кто-нибудь документ РД ГМ-043-91. Заранее благодарю.
Здравствуйте.
Сделайте, пожалуйста, услугу: выложите кто-нибудь документ РД ГМ-043-91. Заранее благодарю.
UZK-Element
Мастер дефектоскопии
- Регистрация
- 14.03.2015
- Сообщения
- 1,002
- Реакции
- 68
полюбому!Ищи она тамardon:
Поделиться: