Здравствуйте!
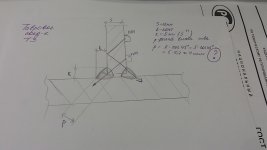
Помогите разобраться:есть тавровое соединение Т3 ГОСТ 14771 (без скоса кромок, двусторонний). По НД нужно провести узк, наименьшая толщина свариваемых деталей 12 мм, сплошной контроль, неполное проплавление-значит за размерный показатель берется расчетная высота шва.Катет шва (по чертежу) 5 мм (допуск +1), тогда расчет. высота=5*соs45, получилось 4 мм. По таблице в НД для узк размер.показатель от 5,5 мм. Где моя ошибка?
Помогите разобраться:есть тавровое соединение Т3 ГОСТ 14771 (без скоса кромок, двусторонний). По НД нужно провести узк, наименьшая толщина свариваемых деталей 12 мм, сплошной контроль, неполное проплавление-значит за размерный показатель берется расчетная высота шва.Катет шва (по чертежу) 5 мм (допуск +1), тогда расчет. высота=5*соs45, получилось 4 мм. По таблице в НД для узк размер.показатель от 5,5 мм. Где моя ошибка?