Уважаемые коллеги! Посмотрел сей документ в части УЗК (приложение Е3). Вроде все просто, но возникли сомнения. Смотрю стр. 137 (http://files.stroyinf.ru/Data2/1/4293834/4293834746.files/137.gif)
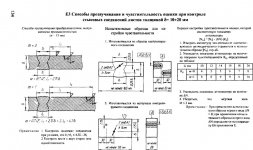
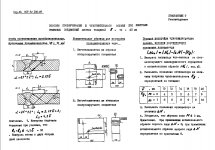
Что за буква в таблице в верхней левой ячейке? Написано явно "d, мм", хотя на эскизах такого обозначения нет. По смыслу выходит вроде (дельта прописная), т.е., толщина. То же самое на стр. 138 (http://files.stroyinf.ru/Data2/1/4293834/4293834746.files/141.gif). А на стр. 135 (http://files.stroyinf.ru/Data2/1/4293834/4293834746.files/138.gif) уже вроде все нормально - (дельта прописная). Выходит, очепятки? Или я чего-то не понимаю? И получается, до толщины 20 мм настройка по БЦО 2 мм, но с разными поправками на толщину и на прямой (м=0) и отраженный (м=1) лучи без всяких там плавных функций (АРД, ДАК...) Так?
И зачем убеждаться, что мертвая зона менее 3 мм? Я так понимаю, авторы имели в виду 3 мм по глубине. Но ведь для 65 гр. 3 мм по глубине это примерно 6,3мм по Х от точки выхода, т.е. еще под ПЭП?
Что за буква в таблице в верхней левой ячейке? Написано явно "d, мм", хотя на эскизах такого обозначения нет. По смыслу выходит вроде (дельта прописная), т.е., толщина. То же самое на стр. 138 (http://files.stroyinf.ru/Data2/1/4293834/4293834746.files/141.gif). А на стр. 135 (http://files.stroyinf.ru/Data2/1/4293834/4293834746.files/138.gif) уже вроде все нормально - (дельта прописная). Выходит, очепятки? Или я чего-то не понимаю? И получается, до толщины 20 мм настройка по БЦО 2 мм, но с разными поправками на толщину и на прямой (м=0) и отраженный (м=1) лучи без всяких там плавных функций (АРД, ДАК...) Так?
И зачем убеждаться, что мертвая зона менее 3 мм? Я так понимаю, авторы имели в виду 3 мм по глубине. Но ведь для 65 гр. 3 мм по глубине это примерно 6,3мм по Х от точки выхода, т.е. еще под ПЭП?