В
В мире НК
Guest
Об авторе
Необходимо войти для просмотра
Сясько
Владимир Александрович
Генеральный директор
ЗАО «Константа», Санкт-Петербург
Вихретоковый вид НК применим для контроля изделий из электропроводящих ферро- и неферромагнитных материалов. Он основан на анализе взаимодействия собственного электромагнитного поля вихретокового преобразователя с электромагнитным полем вихревых токов, наводимых в контролируемом объекте и зависящих от электрофизических и геометрических параметров объекта контроля.
Выбор метода, характеристик преобразователей и методик контроля определяется параметрами выявляемых дефектов и объектов контроля (относительной магнитной проницаемостью µ, удельной электропроводностью δ, температурой t, шероховатостью R2 и их градиентами).
Также следует учитывать, является ли изделие однослойным или многослойным (в предположении, что слои имеют отличающиеся µ и δ).
При разработке аппаратуры важным является учет геометрических параметров контролируемых изделий:
• геометрические размеры изделия или зоны контроля - длина и ширина для плоских изделий;
• радиус и длина в зоне контроля для цилиндрических изделий;
• радиус и диаметр зоны контроля для цилиндрических изделий;
• внутренняя (вогнутость) или наружная (выпуклость) поверхность (- r или + r);
• сложнопрофильность - наличие плоских, цилиндрических и сферических вогнутых и выпуклых участков (зон) на изделии или конструкции;
• габариты - абсолютные размеры объемного изделия или конструкции:
а) миниатюрные, размер которых меньше зоны контроля преобразователя;
б) малогабаритные, размер которых сопоставим с зоной контроля преобразователя;
в) среднеразмерные, для контроля которых необходимо провести заданное число измерений на поверхности, но не требуется создание карты контроля;
г) крупногабаритные, характеризующиеся необходимостью проведения большого числа измерений, когда требуется создание карты контроля.
Соответственно должна предполагаться возможность проведения ручного, механизированного, автоматизированного и автоматического контроля изделий. Ручной контроль предполагает настройку прибора, выполнение процедур контроля и принятие решения оператором. Механизированный контроль предполагает обеспечение параметров установки преобразователя (преобразователей) в заданных точках изделия и их перемещение оператором различными механическими приспособлениями с использованием мускульной силы. Главное отличие автоматизированного контроля в том, что он характеризуется обеспечением параметров проведения контроля (режимы работы оборудования, перемещение и установка преобразователей в заданных точках изделия) без участия оператора. Оператор осуществляет общее наблюдение за работой оборудования и принимает решение о дефектности изделия на основании получаемых дефектограмм. Автоматический контроль предполагает выполнение всего цикла контроля объекта без участия человека, вплоть до принятия решения о соответствии изделия заданным техническим характеристикам.
Большинство приборов вихретокового контроля предполагает проведение ручного контроля одноэлементными преобразователями или возможность их встраивания в системы контроля различного уровня автоматизации.
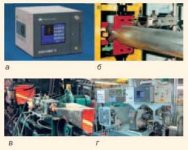
Выпускается большая гамма ручных дефектоскопов. В комплект приборов могут входить большое число одноэлементных преобразователей общего назначения и специализированных с диаметром зоны контроля от 1 до 15 ÷ 30 мм. Соответственно, при сканировании поверхности изделия шаг контроля коррелирует с диаметром зоны контроля и длиной выявляемых дефектов. Сканирование при контроле производится вручную перемещением преобразователей по заданным траекториям (линейным, прямым возвратно-поступательным с требуемым шагом или круговым). В качестве примеров на рис. 1а изображен специализированный преобразователь, требующий линейного перемещения, на рис. 1б, в представлены преобразователи для контроля области около заклепок авиконструкций. Контроль производится перемещением преобразователей вокруг зоны заклепки, последовательно одной за другой. Данный контроль весьма трудоемок, требует внимательности и аккуратности. На рис. 1г представлен миниатюрный вихретоковый преобразователь, а на рис. 1д - преобразователь для контроля сварных швов.
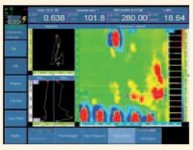
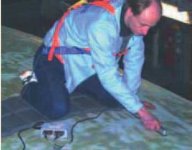
В общем случае траектории сканирования должны обеспечивать прохождение преобразователя над дефектом, что достигается в случае, если диаметр зоны контроля меньше протяженности дефекта. Например, при длине поверхностного дефекта 5 мм для его выявления и определения размеров в случае использования преобразователя с эквивалентным диаметром около 3 мм необходимо сканировать поверхность с шагом не более 2,5 мм. Однако в ряде случаев это представляет значительные трудности (рис. 2). При сканировании следует различать скорость сканирования и скорость контроля, Скорость сканирования обычно составляет от 2 ÷ 3 до 50 мм/с. Так, в случае использования простейшего вихретокового дефектоскопа (например, «Константа ВД1») с одноэлементным преобразователем при линейной скорости сканирования около 20 мм/с по строке при ручном контроле и шаге между строками 6 мм зона контроля 500 х 500 мм будет просканирована за 34 мин, что недопустимо долго. При этом скорость контроля может быть существенно ниже, т. к. при получении информации о дефекте оператор чаще всего внимательно обследует зону дефекта для принятия решения. Кроме того, весьма высоко влияние человеческого фактора. Достоверность ручного контроля во многом определяется квалификацией и ответственностью оператора.
Таким образом, при контроле обшивки планера самолета с целью выявления мест коррозии производительность контроля и его реальная достоверность с учетом сказанного будут недостаточными для столь ответственных изделий (рис. 2).
Необходимо войти для просмотра
Сясько
Владимир Александрович
Генеральный директор
ЗАО «Константа», Санкт-Петербург
Вихретоковый вид НК применим для контроля изделий из электропроводящих ферро- и неферромагнитных материалов. Он основан на анализе взаимодействия собственного электромагнитного поля вихретокового преобразователя с электромагнитным полем вихревых токов, наводимых в контролируемом объекте и зависящих от электрофизических и геометрических параметров объекта контроля.
Выбор метода, характеристик преобразователей и методик контроля определяется параметрами выявляемых дефектов и объектов контроля (относительной магнитной проницаемостью µ, удельной электропроводностью δ, температурой t, шероховатостью R2 и их градиентами).
Также следует учитывать, является ли изделие однослойным или многослойным (в предположении, что слои имеют отличающиеся µ и δ).
При разработке аппаратуры важным является учет геометрических параметров контролируемых изделий:
• геометрические размеры изделия или зоны контроля - длина и ширина для плоских изделий;
• радиус и длина в зоне контроля для цилиндрических изделий;
• радиус и диаметр зоны контроля для цилиндрических изделий;
• внутренняя (вогнутость) или наружная (выпуклость) поверхность (- r или + r);
• сложнопрофильность - наличие плоских, цилиндрических и сферических вогнутых и выпуклых участков (зон) на изделии или конструкции;
• габариты - абсолютные размеры объемного изделия или конструкции:
а) миниатюрные, размер которых меньше зоны контроля преобразователя;
б) малогабаритные, размер которых сопоставим с зоной контроля преобразователя;
в) среднеразмерные, для контроля которых необходимо провести заданное число измерений на поверхности, но не требуется создание карты контроля;
г) крупногабаритные, характеризующиеся необходимостью проведения большого числа измерений, когда требуется создание карты контроля.
Соответственно должна предполагаться возможность проведения ручного, механизированного, автоматизированного и автоматического контроля изделий. Ручной контроль предполагает настройку прибора, выполнение процедур контроля и принятие решения оператором. Механизированный контроль предполагает обеспечение параметров установки преобразователя (преобразователей) в заданных точках изделия и их перемещение оператором различными механическими приспособлениями с использованием мускульной силы. Главное отличие автоматизированного контроля в том, что он характеризуется обеспечением параметров проведения контроля (режимы работы оборудования, перемещение и установка преобразователей в заданных точках изделия) без участия оператора. Оператор осуществляет общее наблюдение за работой оборудования и принимает решение о дефектности изделия на основании получаемых дефектограмм. Автоматический контроль предполагает выполнение всего цикла контроля объекта без участия человека, вплоть до принятия решения о соответствии изделия заданным техническим характеристикам.
Большинство приборов вихретокового контроля предполагает проведение ручного контроля одноэлементными преобразователями или возможность их встраивания в системы контроля различного уровня автоматизации.
Необходимо войти для просмотра
Рис. 1. Одноэлементные преобразователи к вихретоковым дефектоскопам
Рис. 1. Одноэлементные преобразователи к вихретоковым дефектоскопам
Выпускается большая гамма ручных дефектоскопов. В комплект приборов могут входить большое число одноэлементных преобразователей общего назначения и специализированных с диаметром зоны контроля от 1 до 15 ÷ 30 мм. Соответственно, при сканировании поверхности изделия шаг контроля коррелирует с диаметром зоны контроля и длиной выявляемых дефектов. Сканирование при контроле производится вручную перемещением преобразователей по заданным траекториям (линейным, прямым возвратно-поступательным с требуемым шагом или круговым). В качестве примеров на рис. 1а изображен специализированный преобразователь, требующий линейного перемещения, на рис. 1б, в представлены преобразователи для контроля области около заклепок авиконструкций. Контроль производится перемещением преобразователей вокруг зоны заклепки, последовательно одной за другой. Данный контроль весьма трудоемок, требует внимательности и аккуратности. На рис. 1г представлен миниатюрный вихретоковый преобразователь, а на рис. 1д - преобразователь для контроля сварных швов.
Необходимо войти для просмотра
Рис. 2. Контроль обшивки планера самолета с целью выявления мест коррозии
Рис. 2. Контроль обшивки планера самолета с целью выявления мест коррозии
В общем случае траектории сканирования должны обеспечивать прохождение преобразователя над дефектом, что достигается в случае, если диаметр зоны контроля меньше протяженности дефекта. Например, при длине поверхностного дефекта 5 мм для его выявления и определения размеров в случае использования преобразователя с эквивалентным диаметром около 3 мм необходимо сканировать поверхность с шагом не более 2,5 мм. Однако в ряде случаев это представляет значительные трудности (рис. 2). При сканировании следует различать скорость сканирования и скорость контроля, Скорость сканирования обычно составляет от 2 ÷ 3 до 50 мм/с. Так, в случае использования простейшего вихретокового дефектоскопа (например, «Константа ВД1») с одноэлементным преобразователем при линейной скорости сканирования около 20 мм/с по строке при ручном контроле и шаге между строками 6 мм зона контроля 500 х 500 мм будет просканирована за 34 мин, что недопустимо долго. При этом скорость контроля может быть существенно ниже, т. к. при получении информации о дефекте оператор чаще всего внимательно обследует зону дефекта для принятия решения. Кроме того, весьма высоко влияние человеческого фактора. Достоверность ручного контроля во многом определяется квалификацией и ответственностью оператора.
Таким образом, при контроле обшивки планера самолета с целью выявления мест коррозии производительность контроля и его реальная достоверность с учетом сказанного будут недостаточными для столь ответственных изделий (рис. 2).
Необходимо войти для просмотра
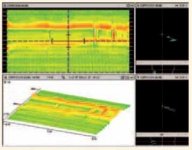
Рис. 3. Один из вариантов коммутации обмоток первичных преобразователей многоэлементных преобразователей в процессе контроля (а) и устройство многоэлементного преобразователя (б)
Рис. 3. Один из вариантов коммутации обмоток первичных преобразователей многоэлементных преобразователей в процессе контроля (а) и устройство многоэлементного преобразователя (б)