подскажите, пожалуйста, как сканировать края сварного соединения. Мы же можем подойти к краю не ближе, чем на расстояние равное половине ширины ПЭП. Получается, что это расстояние до края мы не контролируем? В литературе ничего не нашли, только в РД РОСЭК 001, табл. 3, п.3 примечания: 3. Дефекты на поисковом уровне чув-сти в начале и конце шва на длине 20 мм не доп-ся. А как происходит сканирование по краям?
Вы используете устаревший браузер. Этот и другие сайты могут отображаться в нём некорректно.
Вам необходимо обновить браузер или попробовать использовать другой.
Вам необходимо обновить браузер или попробовать использовать другой.
Особенности контроля края сварного соединения
- Автор темы Рязанова
- Дата начала
Ответить
ну если быть точным то половину ширины Пьезоэлемента. а вы дойдите до края кто вам мешает то )) я вообще проблемы не вижу.)))) если в нормативке об этом ни чего не сказано. о доп методе контроля этих 5 мм края шва. то и он не имеет права вам что то указывать.
А тогда при чем здесь РОСЭК?
А что в проекте прописано про НТД и категорию качества швов?
Вроде, возможно СП 70.13330.2012 (В прошлой жизни - СНиП 3.03.01), но он формально на монтаж.
UZK-Element
Мастер дефектоскопии
- Регистрация
- 14.03.2015
- Сообщения
- 1,002
- Реакции
- 68
на что ты хочешь их сканировать на расслой?
прямой пэп возьми.
прямой пэп возьми.
UZK-Element
Мастер дефектоскопии
- Регистрация
- 14.03.2015
- Сообщения
- 1,002
- Реакции
- 68
и какие края не совсем понятно.. ОШЗ? или что подразумеваешь под словом край...Дефекты на поисковом уровне чув-сти в начале и конце шва на длине 20 мм не доп-ся
Nitrido
Бывалый
с прямым ПЭП также, как вариант фиксировать в карте контроля эту зону. С продольными сварными соединениями все проще, т.к кромка потом обрабатывается.
Нет, вот шов идет-идет и кончается у края листа. Мы ведем ПЭП вдоль шва и заканчиваем контроль тоже у края листа, но ведь точка выхода центрального луча не дошла до края на расстояние , равное половине ширины ПЭП. И инспектор говорит, что этот маленький участок на краю не проконтролирован
Вот шов идет-идет, и подходит к краю листа. Мы ведет ПЭП вдоль шва и тоже подходим к краю листа, но точка выхода луча не доходит до края листа на расстояние, равное половине ширины ПЭП. И получается, что этот маленький участок шва мы не контролируем? Инспектор нам говорит, что тогда мы не имеем права выписывать заключение на весь стык. Кромка не обрабатываетя после сварки.
UZK-Element
Мастер дефектоскопии
- Регистрация
- 14.03.2015
- Сообщения
- 1,002
- Реакции
- 68
забавный инспектор у вас))) .Мы ведем ПЭП вдоль шва и заканчиваем контроль тоже у края листа, но ведь точка выхода центрального луча не дошла до края на расстояние , равное половине ширины ПЭП
ну если быть точным то половину ширины Пьезоэлемента. а вы дойдите до края кто вам мешает то )) я вообще проблемы не вижу.)))) если в нормативке об этом ни чего не сказано. о доп методе контроля этих 5 мм края шва. то и он не имеет права вам что то указывать.
UZK-Element
Мастер дефектоскопии
- Регистрация
- 14.03.2015
- Сообщения
- 1,002
- Реакции
- 68
он всего лишь инспектор а не господь бог :mocking:
UZK-Element
Мастер дефектоскопии
- Регистрация
- 14.03.2015
- Сообщения
- 1,002
- Реакции
- 68
РД РОСЭК 001 вы работаете по нем ?
UZK-Element
Мастер дефектоскопии
- Регистрация
- 14.03.2015
- Сообщения
- 1,002
- Реакции
- 68
п.4.10 4,11- к вас есть инструкция на контроль?
UZK-Element
Мастер дефектоскопии
- Регистрация
- 14.03.2015
- Сообщения
- 1,002
- Реакции
- 68
варится без выводных планок? если бы были планки то и вопросов вообще не было. дошли пэп-ом до середины планки а потом ее отрезали и зачистили .Кромка не обрабатываетя после сварки.
UZK-Element
Мастер дефектоскопии
- Регистрация
- 14.03.2015
- Сообщения
- 1,002
- Реакции
- 68
варится без выводных планок? если бы они были то и вопросов не было. дошли пэп-ом до середины планки и отрезали ее потом с последующей зачисткой.Кромка не обрабатываетя после сварки
Рязанова
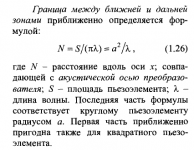
- вспомните (прикиньте математически для вашего случая) понятия ближняя и дальняя зона (расходящийся пучок) – см. файл;
- при контроле сварного шва – датчик вращаете – классика – 15 градусов;
- выбрать датчик с минимальными размерами пластины;
- не только в вашем случае – контроль сварного шва – но и вообще – боковая поверхность (торец) влияет на результаты контроля – это еще один не озвученный нюанс – по это инспектору не говорите;
- РД РОСЭК-001-96 табл.3, п.3 – это связано не только (не столько) с UT, а больше с технологией сварки, которая должна выполняться на выводных планках – данное требование по повышенным нормам указываются и в других методах – на начале (в конце) шва.
- вспомните (прикиньте математически для вашего случая) понятия ближняя и дальняя зона (расходящийся пучок) – см. файл;
- при контроле сварного шва – датчик вращаете – классика – 15 градусов;
- выбрать датчик с минимальными размерами пластины;
- не только в вашем случае – контроль сварного шва – но и вообще – боковая поверхность (торец) влияет на результаты контроля – это еще один не озвученный нюанс – по это инспектору не говорите;
- РД РОСЭК-001-96 табл.3, п.3 – это связано не только (не столько) с UT, а больше с технологией сварки, которая должна выполняться на выводных планках – данное требование по повышенным нормам указываются и в других методах – на начале (в конце) шва.
Вложения
В целом так, но есть нюансы.
Прикинуть - обязательно! Вот только у Крауткремеров чуть другая величина БЗ для квадратного или прямоугольного ПЭ. Но это лирика, там отличие, кажется, не более чем в 1,5 раза. Надо еще путь в призме вычесть и определить где эта граница в металле будет по глубине. Только зачем всё это? Что, весь шов можно в БЗ контролировать, а край нельзя?- вспомните (прикиньте математически для вашего случая) понятия ближняя и дальняя зона (расходящийся пучок) – см. файл;
Это дело! и даже для ФР весьма полезно. И этим поворотом уже вопрос закрывается. Можно, для верности, еще с торца посканировать, если толщина позволит. И МПД сделать.- при контроле сварного шва – датчик вращаете – классика – 15 градусов;
Весьма неоднозначно. Зачем? Чтобы, например, с ПЭП 5-70, ПЭ 4х4 нарваться на поверхностную волну и окончательно запутать инспектора и себя?- выбрать датчик с минимальными размерами пластины;
Более того – посчитанная БЗ – независимо по какой формуле – будет отличаться от реальной.Вот только у Крауткремеров чуть другая величина БЗ для квадратного или прямоугольного ПЭ
Обязательно.Надо еще путь в призме вычесть
Указал – для того что бы автор темы вспомнил – поле излучения датчикаТолько зачем всё это?
С контролем края (торца) – в любом случае трудности.Что, весь шов можно в БЗ контролировать, а край нельзя?
Не закроется – скажем на продольный дефект.И этим поворотом уже вопрос закрывается
Реально – это не реально.Можно, для верности, еще с торца посканировать, если толщина позволит.
Не передергивайте – про 70 градусов (и соответственно возможность появления поверхностной волны) я ничего не указывал – было мое мнение про min размеры – это в данном контексте логично – даже с геометрической точки зрения.Весьма неоднозначно. Зачем? Чтобы, например, с ПЭП 5-70, ПЭ 4х4 нарваться на поверхностную волну и окончательно запутать инспектора и себя?
А в некоторых НТД конкретные размеры ПЭ оговариваются или косвенно f*a и никаких минимумов, с граничными условиями всегда проблема. Давайте дождемся информации ТС про толщину, а то мы тут между собой, без ТС, много чего напридумывать можем.это в данном контексте логично – даже с геометрической точки зрения.
Особенность в том, что стыковой сварной шов варится в уже собранной балке, т.е. с прихваченными полочками, поэтому выводных планок нет и в этом, конечно, инспектор прав. Под углом мы поворачиваем, но так ведь не все дефекты увидишь. Может быть в рд росэке потому такое требование, чтобы хватать деф-ты боковыми лучами? Работаем мы на строительных металлоконструкциях по ГОСТ 2311, но там вообще по УЗК ничего нет.
наверное, не дописали цифру 8, т.е.23118.ГОСТ 2311
А тогда при чем здесь РОСЭК?
А что в проекте прописано про НТД и категорию качества швов?
Вроде, возможно СП 70.13330.2012 (В прошлой жизни - СНиП 3.03.01), но он формально на монтаж.
Поделиться: