Здравствуйте уважаемые форумчане!. Такой вопрос: Есть сварной шов С5, толщина металла 5 мм, толщина подкладной 5 мм ширина 30 мм. Слышал что данный шов объективно может контролироваться только УЗК. Так ли это и есть ли какие либо документы в которых можно пошарить эту информацию?
Вы используете устаревший браузер. Этот и другие сайты могут отображаться в нём некорректно.
Вам необходимо обновить браузер или попробовать использовать другой.
Вам необходимо обновить браузер или попробовать использовать другой.
Метод контроля стыкового соединения, на остающейся подкладке.
- Автор темы kopeysky
- Дата начала
Ответить
Данный ост распространяется на ЖД составы, т.е. резервуары тормозных систем. УЗК По ГОСТ 14782-86. Лаборатория производившая УЗК, говрила что на данном типе шва только УЗК надо, РГК не пройдет. На снимках видны якобы непровары, но это как мы считаем зазор между подкладной и основным металлом. не во всех местах она плотно прилегает.
ПНАЭ Г-7-032-91 допускает контроль сварных соединений с применением поперечных, продольных и головных волн с помощью совмещенных и раздельно-совмещенных [FONT="]УЗ-преобразователей и толщиной [/FONT]свариваемых элементов от 10 до 60 мм с радиусом кривизны околошовной наружной поверхности ≥ 500 мм для продольных швов и ≥200мм для кольцевых прошедшие проверку на контролепригодность по п.3.3.2.
Для толщины более 10 мм.
2) Желаю удачи в контроле аустенитной нержавейки поперечными волнами обычными совмещёнными ПЭП.



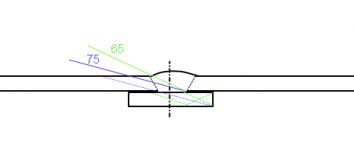
Пока ещё действующий ГОСТ 14782-86 регламентирует проведение УЗК от 4мм. По существу - такой шов ультразвуком проверить можно, но нужен ПЭП с большой частотой (больше 6МГц) и большим углом ввода (больше 65 градусов). Обязательно иметь СОП, аналогичный шву, чтобы можно было не только чувствительность настроить, но и посмотреть где будут сигналы (а они гарантированно будут) от подкладной пластины.
Странновато, что толщина полкладной такая же, как и стыкуемых деталей. Шов на подкладной планке, значит, зазор большой и усиление шире по сравнениб с С17, например. Осмотрите планку. Если она вырублена из листа, сигналы будут. бояться их не стоит, они даже помогут. Если она из полосы и углы скруглены, сигналов может не быть. Еще один мешающий сигнал может быть - от "ноги". Если между плаенкой и листами зазор.
Щас.
Я бы сказал, от 70 гр. и стрелу поменьше. И рисовать надо.больше 6МГц) и большим углом ввода (больше 65 градусов)
Щас.

Тогда забудьте всё, что я писал выше. Нержавейку сейчас можно контролировать только продольными волнами. Для этого нужен специальный наклонный ПЭП (стоит 1200 евро). Или фазированными решетками, но с ними всё неоднозначно, потому что методик мало и не на всё они распространяются.Вот такие параметры контроля, сталь 12Х18Н10Т
Отдельно стоит отметить, что это за оборудование. ОСТ 38.48-95 он на что распространяется? Гугл мне не сильно помог. Если атомщина, то поможет вам ПНАЭ Г-7-032-91 (УЗК на нержавейке от 10мм). Если нефтехимическое СТО, то это ересь. Для всего остального об УЗК на этом шве по хорошему надо бы забыть и выбрать вариант контроля из списка ниже:
1) Рентген;
2) Послойный ВИК;
3) Послойную ЦД;
4) Комбинировать вышеперечисленные методы.
1) Рентген;
2) Послойный ВИК;
3) Послойную ЦД;
4) Комбинировать вышеперечисленные методы.
Уже. В масштабе с толщиной 5 и зазор обычный для швов на подкладке. Я бы 73-75 гр выбирал. Ну и ВИК жесткий должен быть. Для 70-75 сигналов от планки уже не будет. 70 гр. не достанет до возможного несплавления с пртивоположной кромкой. Разве что дважды отраженным, но там гемора много больше.И рисовать надо.
Щас.
Вложения
12Х18Н10Т - засада. С этого начинать надо было.См. тему про нержавейку. ПЭП в ТК правильно выбран. Для чернушки взял бы 10 МГц, а для аустенита 10 много. Там и 5 может не прокатить.Вот такие параметры контроля, сталь 12Х18Н10Т
Отдельно стоит отметить, что это за оборудование. ОСТ 38.48-95 он на что распространяется? Гугл мне не сильно помог. Если атомщина, то поможет вам ПНАЭ Г-7-032-91 (УЗК на нержавейке от 10мм). Если нефтехимическое СТО, то это ересь. Для всего остального об УЗК на этом шве по хорошему надо бы забыть и выбрать вариант контроля из списка ниже:
1) Рентген;
2) Послойный ВИК;
3) Послойную ЦД;
4) Комбинировать вышеперечисленные методы.
Данный ост распространяется на ЖД составы, т.е. резервуары тормозных систем. УЗК По ГОСТ 14782-86. Лаборатория производившая УЗК, говрила что на данном типе шва только УЗК надо, РГК не пройдет. На снимках видны якобы непровары, но это как мы считаем зазор между подкладной и основным металлом. не во всех местах она плотно прилегает.
У вас в карте "Дважды отраженный луч", а на схеме однократно отраженный и нет подкладного кольца.
По теме, сам недавно столкнулся с подобной проблемой, но к сожалению заказчик так и не смог изготовить мне СОП, и дело сорвалось, заменили все на РК.
В общем по теме тонких деталей тут очень много написано, только от этого более понятно не становится.
В вашем конкретном случае думаю стоит пробовать различные варианты, для чего начните с изготовления СОП из материала будущего изделия на нержавейке это очень важно.
Еще коллеги рекомендовали использовать СП5-75 КУС "Тандем", но сам я его еще не опробовал, опять же нет СОП с подкладным кольцом.
По теме, сам недавно столкнулся с подобной проблемой, но к сожалению заказчик так и не смог изготовить мне СОП, и дело сорвалось, заменили все на РК.
В общем по теме тонких деталей тут очень много написано, только от этого более понятно не становится.
В вашем конкретном случае думаю стоит пробовать различные варианты, для чего начните с изготовления СОП из материала будущего изделия на нержавейке это очень важно.
Еще коллеги рекомендовали использовать СП5-75 КУС "Тандем", но сам я его еще не опробовал, опять же нет СОП с подкладным кольцом.
Почему сейчас только продольными волнами? А раньше можно было поперечными?Нержавейку сейчас можно контролировать только продольными волнами.
ПНАЭ Г-7-032-91 допускает контроль сварных соединений с применением поперечных, продольных и головных волн с помощью совмещенных и раздельно-совмещенных [FONT="]УЗ-преобразователей и толщиной [/FONT]свариваемых элементов от 10 до 60 мм с радиусом кривизны околошовной наружной поверхности ≥ 500 мм для продольных швов и ≥200мм для кольцевых прошедшие проверку на контролепригодность по п.3.3.2.
Для толщины более 10 мм.
дебилы, их гнать надоРГК не пройдет. На снимках видны якобы непровары, но это как мы считаем зазор между подкладной и основным металлом. не во всех местах она плотно прилегает.
и это правильно.Для толщины более 10 мм.
1) При работе с ФАР можно пользоваться поперечными волнами.Почему сейчас только продольными волнами? А раньше можно было поперечными?
ПНАЭ Г-7-032-91 допускает контроль сварных соединений с применением поперечных, продольных и головных волн с помощью совмещенных и раздельно-совмещенных [FONT="]УЗ-преобразователей и толщиной [/FONT]свариваемых элементов от 10 до 60 мм с радиусом кривизны околошовной наружной поверхности ≥ 500 мм для продольных швов и ≥200мм для кольцевых прошедшие проверку на контролепригодность по п.3.3.2.
Для толщины более 10 мм.
2) Желаю удачи в контроле аустенитной нержавейки поперечными волнами обычными совмещёнными ПЭП.
ну то, что это нержавейка, конечно, минус контролю, но нержавейка бывает вполне нормальным материалом, в плоскости УЗ свойств. надо попробовать и если там в принципе более-менее со структурным шумом, то можно и на продольные перейти для большего соотношения сигнал-шум. самым неприятным является толщина, 5 мм это для УЗК приговор, а если и наличие структурных шумов- однозначный приговор.Желаю удачи в контроле аустенитной нержавейки поперечными волнами обычными совмещёнными ПЭП.
нет там ничего понятного. и понять это не сложно, достаточно датчиком повазюкать тонкое минут 5, ну для отдельных индивидуумов сильно продвинутых вниз интеллектуально надо будет, наверное, минут 10 не думаю что дольше.В общем по теме тонких деталей тут очень много написано, только от этого более понятно не становится.
Колян2
Дефектоскопист всея Руси
Чё-та не совсем(точнее, совсем не) представляю, как выглядит зазор на рентгенснимке, может поясните?На снимках видны якобы непровары, но это как мы считаем зазор между подкладной и основным металлом. не во всех местах она плотно прилегает.
Зазор никак не выглядит. Но, когда туда затекает шлак, на снимке появляется полоса. С одной стороны разделки шлак, а с другой воздух. Не то, чтоб непровар. Но то, что что-то не так, видно. А дальше 2 проблемы. 1. Квалификация расшифровщика. 2. Если снимки какой-нибудь надзор принимает - то квалификация этого приемщика.Чё-та не совсем(точнее, совсем не) представляю, как выглядит зазор на рентгенснимке, может поясните?
полоса там будет от корня, если зазор есть. отличие шлака от воздуха едва-ли заметить можно (при общей толщине металла в 10 мм), очень я сомневаюсь.Зазор никак не выглядит. Но, когда туда затекает шлак, на снимке появляется полоса
Колян2
Дефектоскопист всея Руси
Вот и я о том-же, как это с непроваром попутать?"Позитивное" мЫшление что-ли?полоса там будет от корня, если зазор есть. отличие шлака от воздуха едва-ли заметить можно (при общей толщине металла в 10 мм), очень я сомневаюсь.
Похожие темы
- Ответы
- 12
- Просмотры
- 1K
- Ответы
- 26
- Просмотры
- 15K
- Ответы
- 1
- Просмотры
- 22K
Поделиться: