Вы используете устаревший браузер. Этот и другие сайты могут отображаться в нём некорректно.
Вам необходимо обновить браузер или попробовать использовать другой.
Вам необходимо обновить браузер или попробовать использовать другой.
Технология сварки
- Автор темы Albert
- Дата начала
Ответить

Непровары - на совесте сварщиков.
Хотелось бы понять механизм появления такого шлака при сварке в защитных газах.

Михаил57
Дефектоскопист всея Руси
- Регистрация
- 06.03.2013
- Сообщения
- 10,960
- Реакции
- 1,067
В защитных газах? Шлак откуда?Не подскажете где можно получить информацию по сварке, конкретно 12Х18Н10Т толщина 36 мм. Проблема :варят полуавтоматом, несплавление, шлак между слоями сварки
Непровары - на совесте сварщиков.
Михаил57
Дефектоскопист всея Руси
- Регистрация
- 06.03.2013
- Сообщения
- 10,960
- Реакции
- 1,067
Похоже сварщика менять надо.Да в защитных газах, непровар несплавление проходов правильней сказать, я конечно у слесаря над душой не стоял, но выбирал говорит хорошо, а откуда шлак тогда ладно бы небольшие включения,по всей длине шва идет практически
Так может этого научить только вот учить некому , главного сварщика нет, вот я и решил на своем форуме спросить может кто что по технологии посоветует. своим умишком вот думаю сварочную ванну плохо прогревает вот и несплавление и шлак не всплывает как думаете может такое быть?
Это ничего не сказать. Отчего не прогревается? Скорость перемещения большая. Ток маленький. Мимо кромки едут, металл просто затекает, но не сплавляется. Мало ли что. Но шлака в защитных газах точно быть не должно.прогревает всмысле в процессе сварки а не перед ней
Михаил57
Дефектоскопист всея Руси
- Регистрация
- 06.03.2013
- Сообщения
- 10,960
- Реакции
- 1,067
А Вы уверены, что варят полуавтоматом? Может полуавтоматом варят корень, а дальше электродами заполняют разделку?Это ничего не сказать. Отчего не прогревается? Скорость перемещения большая. Ток маленький. Мимо кромки едут, металл просто затекает, но не сплавляется. Мало ли что. Но шлака в защитных газах точно быть не должно.
Михаил57
Дефектоскопист всея Руси
- Регистрация
- 06.03.2013
- Сообщения
- 10,960
- Реакции
- 1,067
Это уже борьба с роследствиями.Сталкивались мы с таким. Причин возникновения подобных дефектов назвать не могу. Бороться с этим частично помогала послойная зачистка либо абразивным, либо проволочным кругом до чистого металла.
Хотелось бы понять механизм появления такого шлака при сварке в защитных газах.
Защитные газы бывают разные. Знаю, что при сварке в аргоне такого не будет. А также сварщики бывают разными.
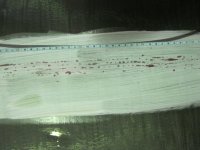
У нас тоже был разбор полётов, почему это появляется. Сварочная лаборатория заварила образец по той же технологии, ту же нержавейку, той же проволокой - шлака в швах не было. Варил цех по этой же технологии, эту же нержавейку, этой же проволокой - швы на переделку. Смотрели сами, как готовят швы - в швах помимо шлака есть и грубые несплавления. Фотки приложу. На второй как раз несплавления.
Думаю, что не последним фактором здесь является скорость сварки. Цеху понятное дело надо быстрее заварить, торопятся, варят быстро, чистят кое-как. В итоге время на изготовление только растёт.
А первая фотка это тоже сварка нержавейки.
У нас тоже был разбор полётов, почему это появляется. Сварочная лаборатория заварила образец по той же технологии, ту же нержавейку, той же проволокой - шлака в швах не было. Варил цех по этой же технологии, эту же нержавейку, этой же проволокой - швы на переделку. Смотрели сами, как готовят швы - в швах помимо шлака есть и грубые несплавления. Фотки приложу. На второй как раз несплавления.
Думаю, что не последним фактором здесь является скорость сварки. Цеху понятное дело надо быстрее заварить, торопятся, варят быстро, чистят кое-как. В итоге время на изготовление только растёт.
А первая фотка это тоже сварка нержавейки.
Вложения

Если в защитных газах, то это не шлак. Если удлиненные, параллельные оси шва, то это несплавление по разделке кромок. Если неправильной формы в проекции шва, то межслойные, т.н. "холодные" несплавления, часто встречаются при сварке на спуск в вертикальном положении засчет натекания металла. И те и другие часто бывают заполнены продуктами окисления, поэтому на шлифе могут выглядеть как шлаковые включения.
Последнее редактирование:
Михаил57
Дефектоскопист всея Руси
- Регистрация
- 06.03.2013
- Сообщения
- 10,960
- Реакции
- 1,067
В общем низкая технологическая дисциплина. Лечится рублем!Защитные газы бывают разные. Знаю, что при сварке в аргоне такого не будет. А также сварщики бывают разными.
У нас тоже был разбор полётов, почему это появляется. Сварочная лаборатория заварила образец по той же технологии, ту же нержавейку, той же проволокой - шлака в швах не было. Варил цех по этой же технологии, эту же нержавейку, этой же проволокой - швы на переделку. Смотрели сами, как готовят швы - в швах помимо шлака есть и грубые несплавления. Фотки приложу. На второй как раз несплавления.
Думаю, что не последним фактором здесь является скорость сварки. Цеху понятное дело надо быстрее заварить, торопятся, варят быстро, чистят кое-как. В итоге время на изготовление только растёт.
А первая фотка это тоже сварка нержавейки.
Сварку аустенитных сталей производят с минимальным тепло вложением и за большой текучести металла, без поперечных колебаний с минимальными валиками, после каждого прохода дать остыть стыку, определиться с присадочным материалом, может проволоку поменять на меньший диаметр 2мм
kvn505
Бывалый
- Регистрация
- 21.12.2012
- Сообщения
- 234
- Реакции
- 44
- Возраст
- 40
Лучше варить электродами. Если все таки хочется в среде защитных газов нужно подобрать правильно смесь газов, выбрать источник. Сейчас много сварочного оборудования которое позволяют варить импульсной дугой.Не подскажете где можно получить информацию по сварке, конкретно 12Х18Н10Т толщина 36 мм. Проблема :варят полуавтоматом, несплавление, шлак между слоями сварки
Похожие темы
- Ответы
- 7
- Просмотры
- 657
- Ответы
- 393
- Просмотры
- 30K
- Ответы
- 5
- Просмотры
- 856
- Ответы
- 0
- Просмотры
- 570
Поделиться: