Друзья, представляем вашему вниманию статью "Определение эффективности и качества работ сварщиков при строительстве газопроводов на основании данных неразрушающего контроля". Авторы - Николай Наумчук (генеральный директор ООО "СМТ") и Георгий Винокурцев (заместитель генерального директора по качеству ООО "СМТ").
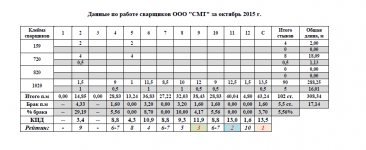
Статья посвящена определению эффективности и качества работы сварщиков при строительстве газопроводов, системе определения квалификационных разрядов сварщиков. В ней авторы делятся опытом своей работы в части увязывания качества и производительности работы сварщиков, членов их бригад с оплатой их труда в зависимости от данных лаборатории неразрушающего контроля. Авторы допускают, что многие воспримут эту статью критически, однако, по их утверждению, данная система работает у нас уже пять лет и вовсю поддерживается самими сварщиками. Именно благодаря взаимодействию с ними был определен критерий оценки их работы (простой подсчет процента брака от количества сваренных стыков был необъективен) - сварка стыков в п. м без брака, от общего метража сварки стыков сварщиками на объекте. Этот критерий позволил доказать, что сварщики, выполняющий большой объем работы, даже с учетом наличия брака, могут быть лидерами и передовиками, и соответственно рассчитывать на премию.
Администрация форума благодарить Георгия Георгиевича Винокурцева за предоставленный материал.
Необходимо войти для просмотра
Необходимо войти для просмотра
Статья посвящена определению эффективности и качества работы сварщиков при строительстве газопроводов, системе определения квалификационных разрядов сварщиков. В ней авторы делятся опытом своей работы в части увязывания качества и производительности работы сварщиков, членов их бригад с оплатой их труда в зависимости от данных лаборатории неразрушающего контроля. Авторы допускают, что многие воспримут эту статью критически, однако, по их утверждению, данная система работает у нас уже пять лет и вовсю поддерживается самими сварщиками. Именно благодаря взаимодействию с ними был определен критерий оценки их работы (простой подсчет процента брака от количества сваренных стыков был необъективен) - сварка стыков в п. м без брака, от общего метража сварки стыков сварщиками на объекте. Этот критерий позволил доказать, что сварщики, выполняющий большой объем работы, даже с учетом наличия брака, могут быть лидерами и передовиками, и соответственно рассчитывать на премию.
Администрация форума благодарить Георгия Георгиевича Винокурцева за предоставленный материал.
Необходимо войти для просмотра
Необходимо войти для просмотра