Кто сталкивался с контролем по такому документу?
ГОСТ 24507—80. КОНТРОЛЬ НЕРАЗРУШАЮЩИЙ.
ПОКОВКИ ИЗ ЧЕРНЫХ И ЦВЕТНЫХ МЕТАЛЛОВ. МЕТОДЫ УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ.
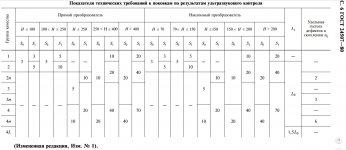
Не могу понять, как определить группу качества согласно данным нормам? Вот в п. 4.5 пишут, что по УЗК следует указать группу качества согласно таблице. Т. е. дефектоскопист производивший контроль и указывает ее по результатам? Или группа должна быть уже определена и следует настраиваться на чувствительность указанную в таблице? То где можно найти классификацию групп качества паковок для УЗК? Нашел вот такой документ:
ГОСТ 8479-70. ПОКОВКИ ИЗ КОНСТРУКЦИОННОЙ УГЛЕРОДИСТОЙ
И ЛЕГИРОВАННОЙ СТАЛИ. Общие технические условия (не знаю, действует или нет).
В п.1.3 пишут следующее:
"Примечание. Группу качества поковок по результатам ультразвукового контроля устанавливают в соответствии с ГОСТ 24507-80".
Так на какой браковочный уровень настраиваться? Если идти как бы от обратного... В общем без Вас, уважаемые знатоки, не разобраться")
Примечательно, что в п. 4.6 пишут:
"В поковках, отнесенных к группам 1, 2 и 3, не допускается
ни один протяженный дефект и пи одни дефект эквивалентной
площадью и более"
Но ведь в таблице группа 3 с прочерком...
ГОСТ 24507—80. КОНТРОЛЬ НЕРАЗРУШАЮЩИЙ.
ПОКОВКИ ИЗ ЧЕРНЫХ И ЦВЕТНЫХ МЕТАЛЛОВ. МЕТОДЫ УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ.
Не могу понять, как определить группу качества согласно данным нормам? Вот в п. 4.5 пишут, что по УЗК следует указать группу качества согласно таблице. Т. е. дефектоскопист производивший контроль и указывает ее по результатам? Или группа должна быть уже определена и следует настраиваться на чувствительность указанную в таблице? То где можно найти классификацию групп качества паковок для УЗК? Нашел вот такой документ:
ГОСТ 8479-70. ПОКОВКИ ИЗ КОНСТРУКЦИОННОЙ УГЛЕРОДИСТОЙ
И ЛЕГИРОВАННОЙ СТАЛИ. Общие технические условия (не знаю, действует или нет).
В п.1.3 пишут следующее:
"Примечание. Группу качества поковок по результатам ультразвукового контроля устанавливают в соответствии с ГОСТ 24507-80".
Так на какой браковочный уровень настраиваться? Если идти как бы от обратного... В общем без Вас, уважаемые знатоки, не разобраться
Примечательно, что в п. 4.6 пишут:
"В поковках, отнесенных к группам 1, 2 и 3, не допускается
ни один протяженный дефект и пи одни дефект эквивалентной
площадью и более"
Но ведь в таблице группа 3 с прочерком...