В
В мире НК
Guest
Об авторе
Необходимо войти для просмотра
Михайлов Игорь Игоревич
Технический директор ЗАО «Панатест НК» (г. Москва)
эксклюзивного представителя
торговой марки «R/D Tech »
фирмы «Olympus NDT».
Специалист III уровня по акустическому виду НК.
В последние годы все большее применение в автоматизированных и механизированных системах НК находят ультразвуковые фазированные решетки (ФР) [1], которые позволяют:
Чтобы лучше оценить преимущества этих систем, необходимо кратко рассмотреть, что из себя представляют ФР и основные принципы их работы.
ФР - это массивы небольших пьезоэлектрических элементов, образующих общее поле излучения. Обычно каждый элемент ФР имеет свой собственный генератор возбуждения, усилитель и блок аналого-цифрового преобразования. Управляя временем запуска генераторов возбуждения, можно изменять диаграмму излучения решетки, а изменяя величину задержки принятого сигнала от каждого элемента ФР перед их суммированием, можно изменять диаграмму приема (рис. 1). Наибольшее распространение получили так называемые линейные ФР. Они представляют собой набор прямоугольных пьезоэлектрических элементов, расположенных в одну линию (рис. 2). Число элементов в такой решетке может быть от десятка до нескольких сотен.
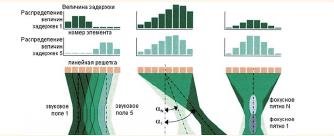
Управляя величинами задержек, можно изменять положение точки ввода, угла ввода и глубины фокусировки (рис. 3). Из-за линейной структуры такой ФР управление возможно только в одной плоскости. Во второй плоскости обычно осуществляют механическое перемещение объекта контроля вдоль ФР или решетки вдоль объекта контроля.
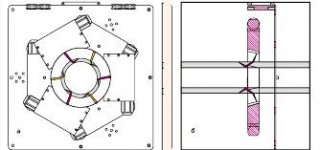
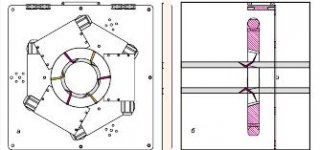
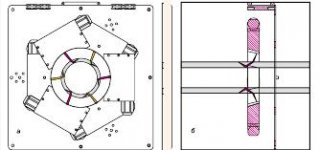
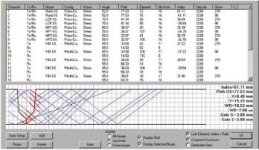
Типичным применением линейных ФР в системах автоматизированного УЗК является их использование в системах контроля прутков, одна из которых представлена на рис. 4. В ней решетки выполнены в виде сегментов окружности (рис. 5) и установлены по кругу в иммерсионной ванне. Каждая решетка содержит 128 элементов. Всего в установке используется шесть ФР.
Необходимо войти для просмотра
Михайлов Игорь Игоревич
Технический директор ЗАО «Панатест НК» (г. Москва)
эксклюзивного представителя
торговой марки «R/D Tech »
фирмы «Olympus NDT».
Специалист III уровня по акустическому виду НК.
В последние годы все большее применение в автоматизированных и механизированных системах НК находят ультразвуковые фазированные решетки (ФР) [1], которые позволяют:
- резко повысить производительность НК по сравнению с традиционными методами УЗК благодаря электронному сканированию объектов контроля;
- повысить надежность систем контроля за счет существенного упрощения их механической части;
- повысить достоверность контроля за счет возможности применения большего числа различных схем сканирования с использованием одной аппаратуры;
- легко осуществлять настройку или подстройку оборудования без механического перемещения ультразвуковых преобразователей.
Чтобы лучше оценить преимущества этих систем, необходимо кратко рассмотреть, что из себя представляют ФР и основные принципы их работы.
Необходимо войти для просмотра
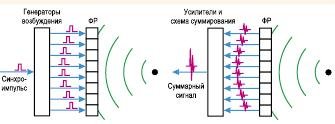
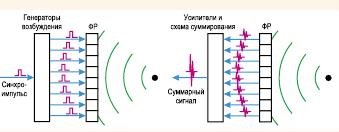
Рис. 1 Излучение и прием ультразвукового сигнала с помощью ФР
Необходимо войти для просмотра
Рис. 2. Схема расположения элементов (синий цвет) в линейной ФР
Рис. 1 Излучение и прием ультразвукового сигнала с помощью ФР
Необходимо войти для просмотра
Рис. 2. Схема расположения элементов (синий цвет) в линейной ФР
ФР - это массивы небольших пьезоэлектрических элементов, образующих общее поле излучения. Обычно каждый элемент ФР имеет свой собственный генератор возбуждения, усилитель и блок аналого-цифрового преобразования. Управляя временем запуска генераторов возбуждения, можно изменять диаграмму излучения решетки, а изменяя величину задержки принятого сигнала от каждого элемента ФР перед их суммированием, можно изменять диаграмму приема (рис. 1). Наибольшее распространение получили так называемые линейные ФР. Они представляют собой набор прямоугольных пьезоэлектрических элементов, расположенных в одну линию (рис. 2). Число элементов в такой решетке может быть от десятка до нескольких сотен.
Управляя величинами задержек, можно изменять положение точки ввода, угла ввода и глубины фокусировки (рис. 3). Из-за линейной структуры такой ФР управление возможно только в одной плоскости. Во второй плоскости обычно осуществляют механическое перемещение объекта контроля вдоль ФР или решетки вдоль объекта контроля.
Необходимо войти для просмотра
Рис. 3 Управление ФР: линейное и секторное сканирование, сканирование по глубине
Рис. 3 Управление ФР: линейное и секторное сканирование, сканирование по глубине
Типичным применением линейных ФР в системах автоматизированного УЗК является их использование в системах контроля прутков, одна из которых представлена на рис. 4. В ней решетки выполнены в виде сегментов окружности (рис. 5) и установлены по кругу в иммерсионной ванне. Каждая решетка содержит 128 элементов. Всего в установке используется шесть ФР.
Вложения
-
 00.jpg1.6 KB · Просмотры: 737
00.jpg1.6 KB · Просмотры: 737 -
 09.jpg7.8 KB · Просмотры: 19
09.jpg7.8 KB · Просмотры: 19 -
 08.jpg12 KB · Просмотры: 15
08.jpg12 KB · Просмотры: 15 -
 07.jpg8.1 KB · Просмотры: 387
07.jpg8.1 KB · Просмотры: 387 -
 06.jpg8.3 KB · Просмотры: 381
06.jpg8.3 KB · Просмотры: 381 -
 05.jpg3.5 KB · Просмотры: 384
05.jpg3.5 KB · Просмотры: 384 -
 04.jpg15 KB · Просмотры: 390
04.jpg15 KB · Просмотры: 390 -
 03.jpg9.2 KB · Просмотры: 395
03.jpg9.2 KB · Просмотры: 395 -
 02.jpg9.7 KB · Просмотры: 389
02.jpg9.7 KB · Просмотры: 389 -
 01.jpg9.9 KB · Просмотры: 392
01.jpg9.9 KB · Просмотры: 392 -
 13.jpg7.7 KB · Просмотры: 25
13.jpg7.7 KB · Просмотры: 25 -
 12.jpg6.8 KB · Просмотры: 20
12.jpg6.8 KB · Просмотры: 20 -
 11.jpg19.7 KB · Просмотры: 19
11.jpg19.7 KB · Просмотры: 19 -
 10.jpg14 KB · Просмотры: 19
10.jpg14 KB · Просмотры: 19