Фёдоров
Профессионал
- Регистрация
- 12.12.2012
- Сообщения
- 781
- Реакции
- 148
- Возраст
- 48
- Адрес
- Хабаровск
- Веб-сайт
- www.entest-nk.ru
Kaktus_SPb написал(а):[quote="Фёдоров":3kl9kpw0][quote="Kaktus_SPb":3kl9kpw0]
Условная протяженность дается относительно длины сварного шва, а иногда надо искать дефекты в основном металле....
Если идёт речь об условной протяжённости дефекта - то Вам батенька твёрдая двойка :fool3:[/quote:3kl9kpw0]
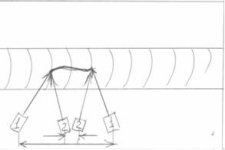
Уж не поленитесь, уважаемый, прсветите неуча, где, кроме ГОСТ 18576, написано, что условная протяженность дается относительно направления, перпендикулярного плоскости падения волны? Ну, а если укажете, где написано, как должны быть ориентированы ПЭП в крайних положениях, то цены Вам не будет.....[/quote:3kl9kpw0]
Суммарная условная протяжённость даётся относительно длинны сварного шва а не условная протяжённость - это раз.
ГОСТ 18576 - ну ёкарный бабай - с такими Гостами Вам сюды viewforum.php?f=19 Мы тут по линии Ростехнадзора.
Наш ГОСТ 14782 - читали?
") 3 Занимательная книжица я Вам скажу. Не поленитесь, полистайте....
3 Занимательная книжица я Вам скажу. Не поленитесь, полистайте....