В
В мире НК
Guest
Особенности контроля сварных соединений из нержавеющей стали с применением дефектоскопа с фазированной решеткой
Об авторах
Необходимо войти для просмотра
Пономарев Сергей Николаевич
Начальник лаборатории НК ООО НТЦ «Камертон», г. Жуковский, специалист II уровня по ультразвуковому, магнитному, капиллярному, визуальному и измерительному видам НК.
Необходимо войти для просмотра
Гущин Максим Владимирович
Технический директор ООО НТЦ «Камертон», специалист II уровня по ультразвуковому и акустико-эмиссионному видам НК.
Необходимо войти для просмотра
Михайлов Игорь Игоревич
Технический директор ЗАО «Панатест НК», г. Москва, специалист III уровня по ультразвуковому виду НК.
В последние годы ультразвуковые методы контроля совершенствовались быстрыми темпами. Благодаря возможности надежного выявления наиболее опасных дефектов (трещин, непроваров, расслоений) УЗК широко применяется в различных отраслях промышленности, строительства и энергетике.
Однако применение ультразвуковых методов для контроля сварных соединений сталей аустенитного класса осложняется высоким уровнем структурных помех и большим затуханием. За последние годы в России достигнуты положительные результаты при УЗК аустенитных сварных соединений. Было разработано несколько ультразвуковых методик контроля, позволяющих надежно выявлять внутренние дефекты в сварных соединениях (В мире НК, № 1(19), 2003 г., Дефектоскопия № 10, 2006 г.).
Основным недостатком ручного УЗК является отсутствие фиксации и архивации данных контроля, так как ранее существующие ультразвуковые дефектоскопы не позволяли этого делать.
Параллельно с развитием ручного УЗК шло развитие автоматизированных и полуавтоматизированных средств УЗК, обеспечивающих фиксацию и архивацию результатов контроля.
В настоящее время наиболее перспективными средствами УЗК являются ультразвуковые дефектоскопы нового поколения, использующие компьютерные технологии, которые позволяют не только реализовать традиционные методы ультразвуковой дефектоскопии, но и получать изображения несплошностей в сечении сварного соединения, фиксировать и архивировать результаты контроля. К таким приборам относятся дефектоскопы, применяющие пьезоэлектрические ультразвуковые преобразователи с фазированной решеткой (УЗФР).
Это поколение дефектоскопов с УЗФР позволяет проводить контроль объекта с изменением угла ввода, что обеспечивает озвучивание несплошности под различными углами в заданном диапазоне секторного сканирования. Это позволяет резко уменьшить влияние ориентации несплошности на амплитуду полезного эхо-сигнала, что в свою очередь приводит к увеличению соотношения «сигнал от несплошности/структурный шум» и, как следствие, к повышению достоверности контроля. Кроме того, за счет существенного увеличения зоны прозвучивания в плоскости качания луча в сравнении с традиционным методом УЗК появилась возможность заменить традиционное поперечно-продольное сканирование на продольное без увеличения вероятности пропуска несплошностей.
При проведении УЗК аустенитных сварных соединений необходимо учитывать, что они, как правило, имеют сложную конструкцию с внутренней проточкой, различной по размерам и конфигурации. Также в сварных соединениях присутствуют остаточные сварочные напряжения. Дополнительными особенностями контроля является то, что обычно доступ к сварному соединению ограничен из-за различных строительных и металлических конструкций (соседних трубопроводов), а также из-за расположения сварных соединений в различных пространственных положениях.
Для решения задачи контроля аустенитных сварных соединений был применен ультразвуковой дефектоскоп OmniScan производства фирмы «Olympus», торговая марка «R/D Tech», с линейным УЗФР 5L16-A1 (производства той же фирмы), закрепленным на сменной призме SA1-N60S. Испытания проводились на 40 образцах трубопроводов из стали марки 08Х18Н10Т толщиной от 12 до 18 мм.
На первом этапе была определена концепция технологии контроля аустенитных сварных соединений:
• контроль сварных соединений должен проводиться за один проход;
• УЗФР перемещается вдоль оси сварного соединения, исключая поперечное сканирование;
• УЗФР располагается вплотную к валику усиления сварного соединения;
Также были определены оптимальные шаг и скорость сканирования.
На втором этапе была произведена настройка дефектоскопа и калибровка УЗФР. Важный момент при настройке-это выбор углов ввода УЗФР при секторном сканировании для обеспечения максимального объема прозвучивания сварного соединения. Затем, исходя из разделки сварного шва, было подобрано фокусное расстояние и выставлена область контроля. Еще одним значимым моментом является калибровка УЗФР по углам ввода, выбранного сектора сканирования, так как это дает одинаковую амплитуду эхо-сигнала от одного и того же отражателя. На заключительном этапе настройки подобрана чувствительность для контроля аустенитных сварных соединений. Созданная настройка контроля сохранена отдельным файлом в памяти дефектоскопа.
На третьем этапе был проведен контроль сварных соединений на образцах трубопроводов. Контроль проводился с двух сторон сварного соединения. Весь процесс контроля отображался на экране OmniScan в реальном времени, что позволяет оператору наблюдать за процессом сканирования, корректировать траекторию сканирования, определять качество акустического контакта УЗФР с поверхностью объекта, определять места для дальнейшего анализа.
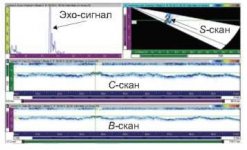
На рис. 1 в верхнем левом окне представлен А- скан эхо-сигнала от несплошности в сварном соединении образца для стороны сканирования N. В верхнем правом окне представлено изображение S-скана при секторном сканировании (вид перпендикулярно оси сварного соединения). В среднем окне представлено изображение С- скана (вид сверху). В нижнем окне представлено изображение В-скана (вид вдоль оси сварного соединения). Аналогичные результаты представлены на рис. 2 для стороны сканирования P.
Об авторах
Необходимо войти для просмотра
Пономарев Сергей Николаевич
Начальник лаборатории НК ООО НТЦ «Камертон», г. Жуковский, специалист II уровня по ультразвуковому, магнитному, капиллярному, визуальному и измерительному видам НК.
Необходимо войти для просмотра
Гущин Максим Владимирович
Технический директор ООО НТЦ «Камертон», специалист II уровня по ультразвуковому и акустико-эмиссионному видам НК.
Необходимо войти для просмотра
Михайлов Игорь Игоревич
Технический директор ЗАО «Панатест НК», г. Москва, специалист III уровня по ультразвуковому виду НК.
В последние годы ультразвуковые методы контроля совершенствовались быстрыми темпами. Благодаря возможности надежного выявления наиболее опасных дефектов (трещин, непроваров, расслоений) УЗК широко применяется в различных отраслях промышленности, строительства и энергетике.
Однако применение ультразвуковых методов для контроля сварных соединений сталей аустенитного класса осложняется высоким уровнем структурных помех и большим затуханием. За последние годы в России достигнуты положительные результаты при УЗК аустенитных сварных соединений. Было разработано несколько ультразвуковых методик контроля, позволяющих надежно выявлять внутренние дефекты в сварных соединениях (В мире НК, № 1(19), 2003 г., Дефектоскопия № 10, 2006 г.).
Основным недостатком ручного УЗК является отсутствие фиксации и архивации данных контроля, так как ранее существующие ультразвуковые дефектоскопы не позволяли этого делать.
Параллельно с развитием ручного УЗК шло развитие автоматизированных и полуавтоматизированных средств УЗК, обеспечивающих фиксацию и архивацию результатов контроля.
В настоящее время наиболее перспективными средствами УЗК являются ультразвуковые дефектоскопы нового поколения, использующие компьютерные технологии, которые позволяют не только реализовать традиционные методы ультразвуковой дефектоскопии, но и получать изображения несплошностей в сечении сварного соединения, фиксировать и архивировать результаты контроля. К таким приборам относятся дефектоскопы, применяющие пьезоэлектрические ультразвуковые преобразователи с фазированной решеткой (УЗФР).
Это поколение дефектоскопов с УЗФР позволяет проводить контроль объекта с изменением угла ввода, что обеспечивает озвучивание несплошности под различными углами в заданном диапазоне секторного сканирования. Это позволяет резко уменьшить влияние ориентации несплошности на амплитуду полезного эхо-сигнала, что в свою очередь приводит к увеличению соотношения «сигнал от несплошности/структурный шум» и, как следствие, к повышению достоверности контроля. Кроме того, за счет существенного увеличения зоны прозвучивания в плоскости качания луча в сравнении с традиционным методом УЗК появилась возможность заменить традиционное поперечно-продольное сканирование на продольное без увеличения вероятности пропуска несплошностей.
При проведении УЗК аустенитных сварных соединений необходимо учитывать, что они, как правило, имеют сложную конструкцию с внутренней проточкой, различной по размерам и конфигурации. Также в сварных соединениях присутствуют остаточные сварочные напряжения. Дополнительными особенностями контроля является то, что обычно доступ к сварному соединению ограничен из-за различных строительных и металлических конструкций (соседних трубопроводов), а также из-за расположения сварных соединений в различных пространственных положениях.
Для решения задачи контроля аустенитных сварных соединений был применен ультразвуковой дефектоскоп OmniScan производства фирмы «Olympus», торговая марка «R/D Tech», с линейным УЗФР 5L16-A1 (производства той же фирмы), закрепленным на сменной призме SA1-N60S. Испытания проводились на 40 образцах трубопроводов из стали марки 08Х18Н10Т толщиной от 12 до 18 мм.
На первом этапе была определена концепция технологии контроля аустенитных сварных соединений:
• контроль сварных соединений должен проводиться за один проход;
• УЗФР перемещается вдоль оси сварного соединения, исключая поперечное сканирование;
• УЗФР располагается вплотную к валику усиления сварного соединения;
Также были определены оптимальные шаг и скорость сканирования.
На втором этапе была произведена настройка дефектоскопа и калибровка УЗФР. Важный момент при настройке-это выбор углов ввода УЗФР при секторном сканировании для обеспечения максимального объема прозвучивания сварного соединения. Затем, исходя из разделки сварного шва, было подобрано фокусное расстояние и выставлена область контроля. Еще одним значимым моментом является калибровка УЗФР по углам ввода, выбранного сектора сканирования, так как это дает одинаковую амплитуду эхо-сигнала от одного и того же отражателя. На заключительном этапе настройки подобрана чувствительность для контроля аустенитных сварных соединений. Созданная настройка контроля сохранена отдельным файлом в памяти дефектоскопа.
На третьем этапе был проведен контроль сварных соединений на образцах трубопроводов. Контроль проводился с двух сторон сварного соединения. Весь процесс контроля отображался на экране OmniScan в реальном времени, что позволяет оператору наблюдать за процессом сканирования, корректировать траекторию сканирования, определять качество акустического контакта УЗФР с поверхностью объекта, определять места для дальнейшего анализа.
Необходимо войти для просмотра
Рис. 1. Образец №1. Сторона сканирования N
Рис. 1. Образец №1. Сторона сканирования N
На рис. 1 в верхнем левом окне представлен А- скан эхо-сигнала от несплошности в сварном соединении образца для стороны сканирования N. В верхнем правом окне представлено изображение S-скана при секторном сканировании (вид перпендикулярно оси сварного соединения). В среднем окне представлено изображение С- скана (вид сверху). В нижнем окне представлено изображение В-скана (вид вдоль оси сварного соединения). Аналогичные результаты представлены на рис. 2 для стороны сканирования P.