joey08m031
Бывалый
День добрый. подскажите пожалуйста "технологию" настройки по комбинированным СОП из приложения А1, А2 и А3 СТО 00220256-005? раньше только по зарубкам и сегментным отражателям настраивался, а с этими СОП возникли проблемы.
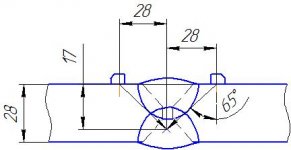
Допустим контролирую корпус сосуда с толщиной стенки 28мм. Настраиваю глубиномер и чувствительность на отверстие глубиной 30мм для прямого луча и 60мм для однократно отражённого. Вроде всё сходится. Но на изделии кругом дефекты показывает, причём в основном ближе к корню шва. "Прощупывание" не помогает, смещение кромок минимальное, подрезов нет. Пробовали рентгенить - Д.Н.О. Поэтому делаю вывод, что настраиваю прибор не верно....подскажите, что может быть не так.
Допустим контролирую корпус сосуда с толщиной стенки 28мм. Настраиваю глубиномер и чувствительность на отверстие глубиной 30мм для прямого луча и 60мм для однократно отражённого. Вроде всё сходится. Но на изделии кругом дефекты показывает, причём в основном ближе к корню шва. "Прощупывание" не помогает, смещение кромок минимальное, подрезов нет. Пробовали рентгенить - Д.Н.О. Поэтому делаю вывод, что настраиваю прибор не верно....подскажите, что может быть не так.