verxup
Бывалый
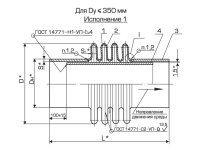
Вопрос. При УЗ контроле линзового компенсатора, а именно, только швов приварки патрубка к основной конструкции (на рис. п.1.2) возникли сложности. После очередного прочтения СТО 00220 256-005-2005 в разделе ложные сигналы, попытался разобраться. Какой сигнал откуда появляется реально понять, но как определить в этом "лесу" дефект до меня не дошло, учить некому. Толщина металла 12 мм, ПЭП 121 - 70 - 5 Мгц. Кто может помогите пожалуйста разобраться. Если нужно смогу приложить пару изображений с дефектоскопа.