Kulniyazovdaniyar
Свой
- Регистрация
- 11.08.2020
- Сообщения
- 11
- Реакции
- 0
Здравствуйте, коллеги!
Помогите советом, какой соп подобрать, как правильно настроить прибор и грамотно провести контроль угловых сварных соединений.
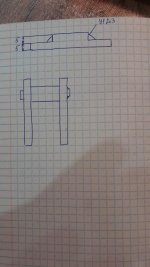
Какие есть вводные. Между двумя пластинками вваривается "труба". Материал 30хгса. категория св. швов 2.
Ультразвуковой контроль необходимо проводить по ГОСТ ГОСТ Р 55724-2013. Оценка качества сварного соединения не указана. Переписка с главным конструктором особых результатов не дала. Они сами не знают какой минимальный дефект необходимо выявить. Остановились на том, что оценка качества по ГОСТ ISO 13919-1-2017 табл. 2 (В) пункты 1, 3, 4, 8,9, 10, 12. Ждать больше нельзя, горят сроки, нужно сдавать изделие заказчикам. Я отталкиваюсь от пункта 3 с минимальным дефектом 1.5 на 1.5 мм (5*0,3). На такую малую толщину есть рс преобразователь 5 МГц на 70 градусов. Ловить мы сможем только однократно отраженным лучом. Половину шва проконтролировать нет возможности, так как не хватает места для сканирования датчиком, этот вопрос согласован с заказчиком. Нам сейчас нужно изготовить СОП. Минимальный дефект 1,5*1,5=2,25 кв.мм. Площадь зарубки 2,25/0,7 (для 70 градусов из ГОСТ 14782-86) = 3,2 мм. размер зарубки 2*1,6 мм, толщина соп 5 мм. настроить врч на прямой и однократно отраженный луч и приступить к контролю. Я правильно все делаю?
Помогите советом, какой соп подобрать, как правильно настроить прибор и грамотно провести контроль угловых сварных соединений.
Какие есть вводные. Между двумя пластинками вваривается "труба". Материал 30хгса. категория св. швов 2.
Ультразвуковой контроль необходимо проводить по ГОСТ ГОСТ Р 55724-2013. Оценка качества сварного соединения не указана. Переписка с главным конструктором особых результатов не дала. Они сами не знают какой минимальный дефект необходимо выявить. Остановились на том, что оценка качества по ГОСТ ISO 13919-1-2017 табл. 2 (В) пункты 1, 3, 4, 8,9, 10, 12. Ждать больше нельзя, горят сроки, нужно сдавать изделие заказчикам. Я отталкиваюсь от пункта 3 с минимальным дефектом 1.5 на 1.5 мм (5*0,3). На такую малую толщину есть рс преобразователь 5 МГц на 70 градусов. Ловить мы сможем только однократно отраженным лучом. Половину шва проконтролировать нет возможности, так как не хватает места для сканирования датчиком, этот вопрос согласован с заказчиком. Нам сейчас нужно изготовить СОП. Минимальный дефект 1,5*1,5=2,25 кв.мм. Площадь зарубки 2,25/0,7 (для 70 градусов из ГОСТ 14782-86) = 3,2 мм. размер зарубки 2*1,6 мм, толщина соп 5 мм. настроить врч на прямой и однократно отраженный луч и приступить к контролю. Я правильно все делаю?
 :
: