Имеется образец для контроля продольных сварных швов электросварных труб. Диаметры более 800 мм. Толщина от 8 до 16 мм. СОП сделан специализированной фирмой. Изучив содержание паспорта, возникли некие сомнения:
1. Касательно ГОСТ, на который идет ссылка, в частности 10706-76 "Трубы электросварные прямошовные. технические требования".
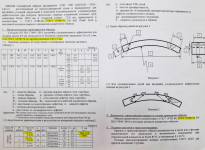
Про УЗК там написано почти ничего. Что тоже не лезет в голову. Где эти нормы взять? И почему размеры зарубки в паспорт прописаны в соответствии с этим ГОСТом?
2. Скорость звука продольной волны внесена, а ПЭПы вроде стандартные наклонные с поперечными волнами... Может, чего-то не знаем, сидим и думаем, можно ли калиброваться по такому СОПу без последствий? Наверное нельза калиброваться на весь сортамент с разными толщинами на одном СОПе с одной зарубкой...
1. Касательно ГОСТ, на который идет ссылка, в частности 10706-76 "Трубы электросварные прямошовные. технические требования".
Про УЗК там написано почти ничего. Что тоже не лезет в голову. Где эти нормы взять? И почему размеры зарубки в паспорт прописаны в соответствии с этим ГОСТом?
2. Скорость звука продольной волны внесена, а ПЭПы вроде стандартные наклонные с поперечными волнами... Может, чего-то не знаем, сидим и думаем, можно ли калиброваться по такому СОПу без последствий? Наверное нельза калиброваться на весь сортамент с разными толщинами на одном СОПе с одной зарубкой...
")