В
В мире НК
Guest
Основные свойства магнитных индикаторов
Об авторах
Сотрудники фирмы Helling GmbH:
Необходимо войти для просмотра
Рисс Натанаэль
Президент
Иванков Андрей Федорович
Технический директор
Введение
Магнитопорошковый контроль (МК) является одним из самых старых, самых простых и в то же время самых чувствительных, надежных и эффективных методов НК поверхностей изделий из ферромагнитных материалов при их производстве и эксплуатации. Метод основан на притяжении магнитных частиц силами неоднородных магнитных полей (поля рассеяния), возникающих над дефектами, и предназначен для выявления тонких поверхностных и подповерхностных нарушений сплошности металла.
История МК начинается в 1919 г., когда американский майор William Hoke опубликовал патентную заявку [1] о возможности детектирования трещин на поверхности металла в приложенном магнитном поле. Технологическое развитие МК началось после публикации Victor de Forest «Обнаружение шлифовочных, закалочных трещин и трещин усталости с помощью железных опилок» [2, 3].
С тех пор МК прошел стремительный путь развития и нашел широкое применение практически во всех отраслях промышленности. Материалы по физическим основам и технологии МК достаточно подробно представлены во многих литературных источниках [4, 5]. По сути МК, наряду с капиллярным контролем, остается одним из подвидов визуального контроля, который, как известно, является самым сложным и необъективным. Одной еще не полностью решенной задачей МК является его полная автоматизация. Первые попытки решения этой задачи были предприняты еще в 1952 г. [6]. В последние годы в связи с прогрессивным развитием цифровой техники рядом ведущих фирм в области МК решается задача автоматизированного поиска дефектов. Для успешного решения этой задачи необходимо непрерывное слежение за всеми параметрами МК, а именно: напряженностью магнитного поля, интенсивностью и спектральным распределением ультрафиолетового излучения, степенью затененности, качеством суспензии и т. д. При выбранных режимах намагничивания, с учетом распределения поля и фактора размагничивания, в заданных условиях освещения, главным параметром, который может изменяться в процессе контроля, является качество магнитопорошкового индикатора. Для достижения одинаковой чувствительности МК требуются репродуцированные качества магнитопорошковых индикаторов. В статье рассмотрены основные свойства магнитопорошковых индикаторов на базе европейских и американских стандартов.
Классификация магнитных индикаторов
Основу коммерческих магнитных индикаторов составляют порошки железа и его окислы: магнетит Fe3O4 (черный порошок) и гамма-оксид железа y-Fe2O3 (красно-коричневый порошок). Для создания наиболее выраженного контраста индикации дефекта на проверяемой поверхности порошки окрашиваются цветными или флуоресцентными пигментами. По контрастному критерию индикаторы делятся на три типа.
Флуоресцентные
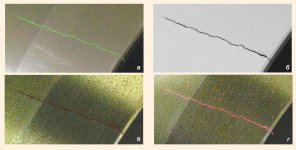
Индикация дефекта при применении индикатора этого типа эффективна при ультрафиолетовом облучении (рис. 1а). Для окраски магнитных порошков используют, как правило, пигменты, имеющие максимум флуоресценции в желтозеленой области спектра (520 - 570 нм). Осматривать объект контроля (ОК) рекомендуется при интенсивности ультрафиолетового излучения на контролируемой поверхности не менее 10 Вт/м2 (1000 мкВт/см2). Остаточная освещенность поверхности должна составлять не более 20 лк.
Цветные
Применение естественно окрашенных магнитных порошков дает четкий контраст на поверхностях, подвергавшихся механической обработке. Для достижения максимального контраста на темном, покрытом окалиной ОК целесообразно применять порошки, окрашенные светлыми пигментами. На практике чаще всего применяется черный магнитный порошок в сочетании с белой фоновой краской (рис. 16). При осмотре ОК освещенность на контролируемой поверхности должна составлять не менее 500 лк.
Цветные флуоресцентные Индикация дефектов возможна как при дневном или искусственном освещении (рис. 1в), так и в ультрафиолетовом свете (рис. 1г).
Для нанесения магнитного индикатора на проверяемую поверхность ОК применяют следующие способы.
Сухой способ - поверхность намагниченного ОК обрабатывают сухим, сравнительно грубодисперсным (20 - 300 мкм) магнитным порошком при помощи различных устройств (пульверизаторов с резиновой грушей, вибрирующих и качающихся сит и т. д.). Как правило, основой магнитных индикаторов, предназначенных для нанесения сухим способом, служат железные порошки, поверхность которых покрыта цветным или реже флуоресцентным пигментом. Способ применяется для обнаружения относительно крупных дефектов. Ввиду необходимости дополнительных мер, обусловленных выполнением санитарных и гигиенических требований, «сухой способ» применяется все реже.
Способ суспензии - поверхность намагниченного ОК обрабатывают суспензией со взвешенными частичками магнитного порошка. По мере возрастания требований контроля этому способу отдается в последнее время все большее предпочтение. В качестве дисперсионной среды для магнитных порошков применяется вода или масляные жидкости с низкой вязкостью. Водные суспензии находят все большее распространение из-за их низкой себестоимости, дешевой утилизации, пожаробезопасности. Масляные суспензии применяются в случае проведения контроля при отрицательных температурах, при проверке особо чувствительных к коррозии объектов, а также поверхностей с низким коэффициентом поверхностного натяжения (замасленные поверхности).
Для минимизации возможных ошибок при самостоятельном изготовлении потребителем суспензий из составных компонентов - магнитного порошка, поверхностно-активных веществ, ингибитора коррозии, пеногасителя, дисперсионной среды и т. д. - целесообразно применять готовые к употреблению суспензии или их концентраты, проверенные производителем. Готовые суспензии поставляются, как правило, в аэрозольных баллонах и применяются при мобильном или выборочном контроле. Концентраты разводятся в дисперсной среде в соотношении, указанном производителем.
Критерии оценки магнитных индикаторов
Производитель магнитных индикаторов должен изготовлять их по разработанному техническому регламенту и гарантировать неизменность их качества. Результаты проверки представляются потребителю с указанием отдельных параметров магнитного индикатора. Далее на примере флуоресцентного концентрата на водной основе иллюстрируются важнейшие параметры его приемки.
Дисперсность
Частицы магнитного порошка в неправильно приготовленной суспензии могут образовывать агрегаты, с ростом которых происходит снижение, а иногда и полная потеря чувствительности магнитопорошковой суспензии. Поэтому важно знать не только дисперсность магнитного порошка в сухом виде, но и его дисперсность в суспензии. Для определения дисперсности применяют, как правило, седиментационный анализ (от 0,1 до 300 мкм) или лазерное рассеяние (от 0,4 до 3000 мкм). По распределению определяют: dI - нижний размер частиц (количество частиц с размером меньшим dI не должно превышать 10 %), da - средний размер частиц, du - верхний размер частиц (количество частиц с размером большим du не должно превышать 10 %).
Стандарт EN ISO 9934-2 [7] устанавливает для флуоресцентных магнитопорошковых суспензий следующие значения: dI ≥ 1,5 мкм, du ≤ 40 мкм.
Несколько произвольно порошок подразделяют на мелкий (da ≤ 8 мкм), средний (da = 8 ÷16 мкм) и грубый (da ≥ 16 мкм) [8].
Коэффициент флуоресценции и флуоресцентная стабильность
Коэффициент флуоресценции в, кд/Вт, характеризует яркость свечения магнитного порошка и играет значительную роль в выявлении дефектов. Он представляет собой отношение яркости свечения L, кд/м2, определенной площади магнитного порошка к интенсивности ультрафиолетового излучения Ее, вызвавшего это свечение. Согласно [7] коэффициент флуоресценции должен быть β > 1,5 кд/Вт. При облучении порошка ультрафиолетом (УФ-А) интенсивностью более 2000 мкВт/см2 в течение 30 мин не допускается снижение яркости свечения более чем на 5 %.
На рис. 2 в качестве примера представлены индикации искусственных трещин на сравнительном образце MP-900 для магнитных порошков с различными в при различных интенсивностях УФ облучения. Образец представляет собой постоянный магнит со шлифовочными трещинами. Благодаря разделению образца на три сегмента возможно сравнение различных магнитных индикаторов.
Об авторах
Сотрудники фирмы Helling GmbH:
Необходимо войти для просмотра
Рисс Натанаэль
Президент
Иванков Андрей Федорович
Технический директор
Введение
Магнитопорошковый контроль (МК) является одним из самых старых, самых простых и в то же время самых чувствительных, надежных и эффективных методов НК поверхностей изделий из ферромагнитных материалов при их производстве и эксплуатации. Метод основан на притяжении магнитных частиц силами неоднородных магнитных полей (поля рассеяния), возникающих над дефектами, и предназначен для выявления тонких поверхностных и подповерхностных нарушений сплошности металла.
История МК начинается в 1919 г., когда американский майор William Hoke опубликовал патентную заявку [1] о возможности детектирования трещин на поверхности металла в приложенном магнитном поле. Технологическое развитие МК началось после публикации Victor de Forest «Обнаружение шлифовочных, закалочных трещин и трещин усталости с помощью железных опилок» [2, 3].
С тех пор МК прошел стремительный путь развития и нашел широкое применение практически во всех отраслях промышленности. Материалы по физическим основам и технологии МК достаточно подробно представлены во многих литературных источниках [4, 5]. По сути МК, наряду с капиллярным контролем, остается одним из подвидов визуального контроля, который, как известно, является самым сложным и необъективным. Одной еще не полностью решенной задачей МК является его полная автоматизация. Первые попытки решения этой задачи были предприняты еще в 1952 г. [6]. В последние годы в связи с прогрессивным развитием цифровой техники рядом ведущих фирм в области МК решается задача автоматизированного поиска дефектов. Для успешного решения этой задачи необходимо непрерывное слежение за всеми параметрами МК, а именно: напряженностью магнитного поля, интенсивностью и спектральным распределением ультрафиолетового излучения, степенью затененности, качеством суспензии и т. д. При выбранных режимах намагничивания, с учетом распределения поля и фактора размагничивания, в заданных условиях освещения, главным параметром, который может изменяться в процессе контроля, является качество магнитопорошкового индикатора. Для достижения одинаковой чувствительности МК требуются репродуцированные качества магнитопорошковых индикаторов. В статье рассмотрены основные свойства магнитопорошковых индикаторов на базе европейских и американских стандартов.
Классификация магнитных индикаторов
Основу коммерческих магнитных индикаторов составляют порошки железа и его окислы: магнетит Fe3O4 (черный порошок) и гамма-оксид железа y-Fe2O3 (красно-коричневый порошок). Для создания наиболее выраженного контраста индикации дефекта на проверяемой поверхности порошки окрашиваются цветными или флуоресцентными пигментами. По контрастному критерию индикаторы делятся на три типа.
Флуоресцентные
Индикация дефекта при применении индикатора этого типа эффективна при ультрафиолетовом облучении (рис. 1а). Для окраски магнитных порошков используют, как правило, пигменты, имеющие максимум флуоресценции в желтозеленой области спектра (520 - 570 нм). Осматривать объект контроля (ОК) рекомендуется при интенсивности ультрафиолетового излучения на контролируемой поверхности не менее 10 Вт/м2 (1000 мкВт/см2). Остаточная освещенность поверхности должна составлять не более 20 лк.
Необходимо войти для просмотра
Рис. 1. Индикация трещины магнитопорошковым методом при использовании трех типов магнитных индикаторов: a - флуоресцентные; б - цветные; в, г - цветные флуоресцентные при искусственом и УФ освещении
Рис. 1. Индикация трещины магнитопорошковым методом при использовании трех типов магнитных индикаторов: a - флуоресцентные; б - цветные; в, г - цветные флуоресцентные при искусственом и УФ освещении
Цветные
Применение естественно окрашенных магнитных порошков дает четкий контраст на поверхностях, подвергавшихся механической обработке. Для достижения максимального контраста на темном, покрытом окалиной ОК целесообразно применять порошки, окрашенные светлыми пигментами. На практике чаще всего применяется черный магнитный порошок в сочетании с белой фоновой краской (рис. 16). При осмотре ОК освещенность на контролируемой поверхности должна составлять не менее 500 лк.
Цветные флуоресцентные Индикация дефектов возможна как при дневном или искусственном освещении (рис. 1в), так и в ультрафиолетовом свете (рис. 1г).
Для нанесения магнитного индикатора на проверяемую поверхность ОК применяют следующие способы.
Сухой способ - поверхность намагниченного ОК обрабатывают сухим, сравнительно грубодисперсным (20 - 300 мкм) магнитным порошком при помощи различных устройств (пульверизаторов с резиновой грушей, вибрирующих и качающихся сит и т. д.). Как правило, основой магнитных индикаторов, предназначенных для нанесения сухим способом, служат железные порошки, поверхность которых покрыта цветным или реже флуоресцентным пигментом. Способ применяется для обнаружения относительно крупных дефектов. Ввиду необходимости дополнительных мер, обусловленных выполнением санитарных и гигиенических требований, «сухой способ» применяется все реже.
Способ суспензии - поверхность намагниченного ОК обрабатывают суспензией со взвешенными частичками магнитного порошка. По мере возрастания требований контроля этому способу отдается в последнее время все большее предпочтение. В качестве дисперсионной среды для магнитных порошков применяется вода или масляные жидкости с низкой вязкостью. Водные суспензии находят все большее распространение из-за их низкой себестоимости, дешевой утилизации, пожаробезопасности. Масляные суспензии применяются в случае проведения контроля при отрицательных температурах, при проверке особо чувствительных к коррозии объектов, а также поверхностей с низким коэффициентом поверхностного натяжения (замасленные поверхности).
Для минимизации возможных ошибок при самостоятельном изготовлении потребителем суспензий из составных компонентов - магнитного порошка, поверхностно-активных веществ, ингибитора коррозии, пеногасителя, дисперсионной среды и т. д. - целесообразно применять готовые к употреблению суспензии или их концентраты, проверенные производителем. Готовые суспензии поставляются, как правило, в аэрозольных баллонах и применяются при мобильном или выборочном контроле. Концентраты разводятся в дисперсной среде в соотношении, указанном производителем.
Критерии оценки магнитных индикаторов
Производитель магнитных индикаторов должен изготовлять их по разработанному техническому регламенту и гарантировать неизменность их качества. Результаты проверки представляются потребителю с указанием отдельных параметров магнитного индикатора. Далее на примере флуоресцентного концентрата на водной основе иллюстрируются важнейшие параметры его приемки.
Дисперсность
Частицы магнитного порошка в неправильно приготовленной суспензии могут образовывать агрегаты, с ростом которых происходит снижение, а иногда и полная потеря чувствительности магнитопорошковой суспензии. Поэтому важно знать не только дисперсность магнитного порошка в сухом виде, но и его дисперсность в суспензии. Для определения дисперсности применяют, как правило, седиментационный анализ (от 0,1 до 300 мкм) или лазерное рассеяние (от 0,4 до 3000 мкм). По распределению определяют: dI - нижний размер частиц (количество частиц с размером меньшим dI не должно превышать 10 %), da - средний размер частиц, du - верхний размер частиц (количество частиц с размером большим du не должно превышать 10 %).
Стандарт EN ISO 9934-2 [7] устанавливает для флуоресцентных магнитопорошковых суспензий следующие значения: dI ≥ 1,5 мкм, du ≤ 40 мкм.
Несколько произвольно порошок подразделяют на мелкий (da ≤ 8 мкм), средний (da = 8 ÷16 мкм) и грубый (da ≥ 16 мкм) [8].
Коэффициент флуоресценции и флуоресцентная стабильность
Коэффициент флуоресценции в, кд/Вт, характеризует яркость свечения магнитного порошка и играет значительную роль в выявлении дефектов. Он представляет собой отношение яркости свечения L, кд/м2, определенной площади магнитного порошка к интенсивности ультрафиолетового излучения Ее, вызвавшего это свечение. Согласно [7] коэффициент флуоресценции должен быть β > 1,5 кд/Вт. При облучении порошка ультрафиолетом (УФ-А) интенсивностью более 2000 мкВт/см2 в течение 30 мин не допускается снижение яркости свечения более чем на 5 %.
Необходимо войти для просмотра
На рис. 2 в качестве примера представлены индикации искусственных трещин на сравнительном образце MP-900 для магнитных порошков с различными в при различных интенсивностях УФ облучения. Образец представляет собой постоянный магнит со шлифовочными трещинами. Благодаря разделению образца на три сегмента возможно сравнение различных магнитных индикаторов.