В
В мире НК
Guest
Поиск и оценка глубины развития поперечных трещин на внутренней поверхности листа
Об авторе
Необходимо войти для просмотра
Семеренко Алексей Владимирович
Начальник отдела СНК компании ЗАО «МП Диагност».
Выпускник МЭИ по специальности «Приборы и методы контроля качества и диагностики»,
работал в лаборатории НК НПО «Композит».
Специалист III уровня по акустическому виду НК
Одной из задач ультразвуковой дефектоскопии является обнаружение поперечных трещин, развивающихся с внутренней поверхности стальных листов (труб) и определение глубины их развития.
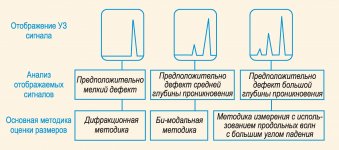
В статье, обобщающей результаты исследований компании Olympus-NDT (США), изложена так называемая «30-70-70» техника поиска и оценки глубины развития поперечных трещин на внутренней поверхности стальных листов и труб с использованием головных упругих волн.
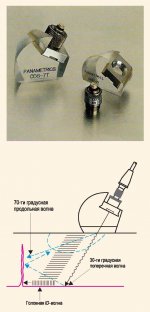
Для возбуждения и приема головных волн в исследованиях использованы совмещенные наклонные преобразователи (ПЭП) серии CDS (Crack Detection and Sizing Wedge) торговой марки Panametrics-NDT, США (рис. 1).*
Калибровка (настройка) чувствительности дефектоскопа с ПЭП, возбуждающим головную волну
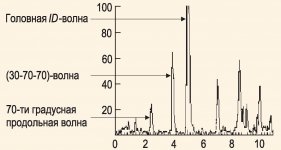
Настройка сводится к определенному расположению на линии развертки типа А отраженных эхо-сигналов при распространении двух из трех видов волн: ID-волны и поперечной (30-70-70)-волны в испытательном образце толщиной, соответствующей толщине контролируемых листов. Для того чтобы смоделировать трещины, которые должны быть выявлены, в образце должна быть изготовлена серия пропилов. Обычно глубина пропилов колеблется в пределах от 20 до 80 % толщины листа.
При настройке по испытательному образцу отраженный сигнал, вызванный распространением поперечной волны, будет расположен на четвертом делении линии развертки дефектоскопа, в то время как отраженный сигнал, вызванный распространением ID-волны, будет располагаться на пятом делении (рис. 2).
Как только на линии развертки будет достигнуто такое расположение отраженных сигналов, можно начинать процесс поиска дефектов и разделения сигналов, используя ПЭП головной волны. Применение ПЭП головной волны также позволит пользователю получить предварительную информацию о размерах трещины, поскольку каждая из волновых мод появляется только при определенных условиях. Относительная глубина отражателя определяет вид, количество и амплитуду сигналов (вид дефектограммы) на экране дефектоскопа. На рис. 3 представлена дефектограмма в форме Д-развертки в результате отражения только головной ID-волны. Это должно означать присутствие неглубокого дефекта на внутренней поверхности.
________________________________________________________________
*Приведенная на рис. 1 классификация, так же как и природа формирования упругих волн различного типа в металле при падении продольной волны из пластмассовой призмы под первым критическим углом, отличаются от принятых в России (см. И. Н. Ермолов, Ю. В. Ланге. - В кн.: Неразрушающий контроль/Справочник// Под общ. ред. В. В. Клюева. Т. 3: Ультразвуковой контроль. - М.: Машиностроение, 2004, с. 24-26 и Разыграев Н. П. Ультразвуковая дефектоскопия головными волнами - физические предпосылки и практическое применение. - Дефектоскопия. 2004. № 4. С. 27-37) (Прим. гл. ред.)
Об авторе
Необходимо войти для просмотра
Семеренко Алексей Владимирович
Начальник отдела СНК компании ЗАО «МП Диагност».
Выпускник МЭИ по специальности «Приборы и методы контроля качества и диагностики»,
работал в лаборатории НК НПО «Композит».
Специалист III уровня по акустическому виду НК
Одной из задач ультразвуковой дефектоскопии является обнаружение поперечных трещин, развивающихся с внутренней поверхности стальных листов (труб) и определение глубины их развития.
В статье, обобщающей результаты исследований компании Olympus-NDT (США), изложена так называемая «30-70-70» техника поиска и оценки глубины развития поперечных трещин на внутренней поверхности стальных листов и труб с использованием головных упругих волн.
Для возбуждения и приема головных волн в исследованиях использованы совмещенные наклонные преобразователи (ПЭП) серии CDS (Crack Detection and Sizing Wedge) торговой марки Panametrics-NDT, США (рис. 1).*
Необходимо войти для просмотра
Рис. 1. Виды упругих волн в объекте контроля
Рис. 1. Виды упругих волн в объекте контроля
Калибровка (настройка) чувствительности дефектоскопа с ПЭП, возбуждающим головную волну
Настройка сводится к определенному расположению на линии развертки типа А отраженных эхо-сигналов при распространении двух из трех видов волн: ID-волны и поперечной (30-70-70)-волны в испытательном образце толщиной, соответствующей толщине контролируемых листов. Для того чтобы смоделировать трещины, которые должны быть выявлены, в образце должна быть изготовлена серия пропилов. Обычно глубина пропилов колеблется в пределах от 20 до 80 % толщины листа.
Необходимо войти для просмотра
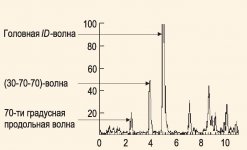
Рис. 2. Д-развертка на экране дефектоскопа при настройке по стандартному образцу
Рис. 2. Д-развертка на экране дефектоскопа при настройке по стандартному образцу
При настройке по испытательному образцу отраженный сигнал, вызванный распространением поперечной волны, будет расположен на четвертом делении линии развертки дефектоскопа, в то время как отраженный сигнал, вызванный распространением ID-волны, будет располагаться на пятом делении (рис. 2).
Необходимо войти для просмотра
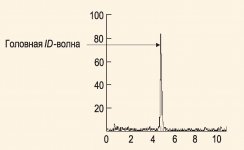
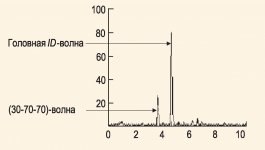
Рис. 3. Дефектограмма в форме Д-развертки в результате отражения только головной ID-волны
Рис. 3. Дефектограмма в форме Д-развертки в результате отражения только головной ID-волны
Как только на линии развертки будет достигнуто такое расположение отраженных сигналов, можно начинать процесс поиска дефектов и разделения сигналов, используя ПЭП головной волны. Применение ПЭП головной волны также позволит пользователю получить предварительную информацию о размерах трещины, поскольку каждая из волновых мод появляется только при определенных условиях. Относительная глубина отражателя определяет вид, количество и амплитуду сигналов (вид дефектограммы) на экране дефектоскопа. На рис. 3 представлена дефектограмма в форме Д-развертки в результате отражения только головной ID-волны. Это должно означать присутствие неглубокого дефекта на внутренней поверхности.
________________________________________________________________
*Приведенная на рис. 1 классификация, так же как и природа формирования упругих волн различного типа в металле при падении продольной волны из пластмассовой призмы под первым критическим углом, отличаются от принятых в России (см. И. Н. Ермолов, Ю. В. Ланге. - В кн.: Неразрушающий контроль/Справочник// Под общ. ред. В. В. Клюева. Т. 3: Ультразвуковой контроль. - М.: Машиностроение, 2004, с. 24-26 и Разыграев Н. П. Ультразвуковая дефектоскопия головными волнами - физические предпосылки и практическое применение. - Дефектоскопия. 2004. № 4. С. 27-37) (Прим. гл. ред.)