В
В мире НК
Guest
Об авторах
Сотрудники ООО «ИНТЕРЮНИС», филиал ИНТЕРЮНИС-УРАЛ, Екатеринбург:
Необходимо войти для просмотра
Кузьмин Алексей Николаевич
Зам. директора, эксперт системы промышленной безопасности, специалист III уровня по акустико-эмиссионному методу контроля, к. ф.-м. н.
Необходимо войти для просмотра
Филиппов Сергей Юрьевич
Зам. начальника лаборатории диагностики, эксперт системы промышленной безопасности, специалист II уровня по акустико-эмиссионному методу контроля.
Введение
С течением времени риск внезапного отказа оборудования после длительной его эксплуатации существенно возрастает. К числу основных факторов разрушения можно отнести накопление повреждений в локальных зонах концентрации пластических деформаций, что может приводить к интенсивному образованию трещиноподобных дефектов. Причинами таких дефектов являются пластические деформации, развивающиеся в зонах перенапряжений из-за многоцикловых эксплуатационных статических нагрузок [1]. Таким образом, в процессе эксплуатации более вероятны местные или локализованные повреждения, а не повальное ухудшение свойств материала по всей металлоконструкции. Это в полной мере касается металлоконструкций грузоподъемных механизмов (ГПМ). При этом опыт диагностирования ГПМ показывает, что традиционно применяемых сегодня методов НК явно недостаточно для достоверной и полной оценки их технического состояния.
Изменение материала в зонах концентраций напряжений наиболее надежно контролируется методом акустической эмиссии (АЭ) [2]. Опасность дефекта при этом характеризуется не его размером, а скоростью накопления повреждений. Поэтому задачи технического диагностирования ГПМ - поиск дефектов и прогнозирование времени сохранения работоспособного состояния, т. е. оценка остаточного ресурса, - решаются совместно. На основе конкретных практических результатов показано, что основным методом, который может быть положен в основу их решения, является метод АЭ.
АЭ контроль ГПМ осуществлялся в соответствии с требованиями действующих ПБ 03-593-03 [3], РД 22-28-36-01 [5], т. е. конструкция ступенчато нагружалась подъемом груза до уровня, превышающего на 15 % допустимую рабочую нагрузку. Целью проведения АЭ контроля являлось выявление развивающихся и склонных к развитию дефектов, проявляющихся в процессе изменения нагрузки, определение их местоположения и оценка их опасности. Для проведения АЭ контроля использовалась цифровая АЭ система «A-Line 32D» производства ООО «ИНТЕРЮНИС» с преобразователями акустической эмиссии (ПАЭ) типа GT 200. ПАЭ устанавливались на зачищенную до металлического блеска поверхность ОК через контактную смазку и крепились магнитными держателями.
АЭ контроль конструкций козлового крана
Повреждения при эксплуатации козлового крана типа ККС-10 чаще всего возникают в металлоконструкциях ферм вертикальных опор, каждая из которых состоит из двух ферм, крепящихся друг к другу посредством болтовых соединений. Схема локации источников АЭ выбиралась из необходимости минимизации влияния ложных сигналов, возникающих на узловых соединениях опор (рис. 1). В ходе диагностирования обеспечивался 100 % АЭ контроль основного металла и сварных соединений конструкции. Для увеличения достоверности результатов АЭ использовались комбинированные схемы локации. Значительным фактором, снижающим эффективность АЭ контроля, являются шумы. С целью минимизации помех АЭ диагностика проводилась на неподвижном кране вдали от источников механических шумов. Для повышения соотношения сигнал/шум и выделения полезного сигнала применялись различные аппаратурные методы устранения помех, реализованные в системе «A-Line 32D», к которым в частности относятся узкополосная фильтрация входного сигнала, метод когерентных замеров, а также аппаратурные методы фильтрации в режиме постобработки [4]. Оценка зарегистрированных источников АЭ проводилась по критериям, изложенным в [3], в соответствии с которыми зарегистрированные источники АЭ разделяли на 4 класса опасности.
По результатам проведения АЭ контроля металлоконструкции вертикальных опор козлового крана обнаружены источники АЭ 1-го и 2-го классов опасности, соответствующие неразвивающимся и развивающимся дефектам (рис. 1). Пассивные, неразвивающиеся источники АЭ 1-го класса опасности были обнаружены в областях болтовых соединений несущих ферм опор. Дальнейший анализ частотного спектра сигнала АЭ от данных источников показал неоднородный широкополосный характер спектра в регистрируемой рабочей полосе частот со смещением максимума в низкочастотную область. Это позволило сделать предположение о наличии сигналов, вызванных трением в месте соединения ферм. При проверке неразрушающими методами контроля мест расположения пассивных источников АЭ 1-го класса опасности в основном металле и прилетающих сварных соединениях обнаружено не было. При контроле болтовых соединений обнаружена их плохая протяжка. После приведения в соответствие с техническими требованиями болтовых соединений и повторного АЭ контроля источников АЭ не зарегистрировано. Таким образом, применение метода АЭ позволяет качественно оценить состояние болтовых соединений несущих элементов козлового крана и точно определить их местоположение по локационной картине.
Сотрудники ООО «ИНТЕРЮНИС», филиал ИНТЕРЮНИС-УРАЛ, Екатеринбург:
Необходимо войти для просмотра
Кузьмин Алексей Николаевич
Зам. директора, эксперт системы промышленной безопасности, специалист III уровня по акустико-эмиссионному методу контроля, к. ф.-м. н.
Необходимо войти для просмотра
Филиппов Сергей Юрьевич
Зам. начальника лаборатории диагностики, эксперт системы промышленной безопасности, специалист II уровня по акустико-эмиссионному методу контроля.
Введение
С течением времени риск внезапного отказа оборудования после длительной его эксплуатации существенно возрастает. К числу основных факторов разрушения можно отнести накопление повреждений в локальных зонах концентрации пластических деформаций, что может приводить к интенсивному образованию трещиноподобных дефектов. Причинами таких дефектов являются пластические деформации, развивающиеся в зонах перенапряжений из-за многоцикловых эксплуатационных статических нагрузок [1]. Таким образом, в процессе эксплуатации более вероятны местные или локализованные повреждения, а не повальное ухудшение свойств материала по всей металлоконструкции. Это в полной мере касается металлоконструкций грузоподъемных механизмов (ГПМ). При этом опыт диагностирования ГПМ показывает, что традиционно применяемых сегодня методов НК явно недостаточно для достоверной и полной оценки их технического состояния.
Изменение материала в зонах концентраций напряжений наиболее надежно контролируется методом акустической эмиссии (АЭ) [2]. Опасность дефекта при этом характеризуется не его размером, а скоростью накопления повреждений. Поэтому задачи технического диагностирования ГПМ - поиск дефектов и прогнозирование времени сохранения работоспособного состояния, т. е. оценка остаточного ресурса, - решаются совместно. На основе конкретных практических результатов показано, что основным методом, который может быть положен в основу их решения, является метод АЭ.
АЭ контроль ГПМ осуществлялся в соответствии с требованиями действующих ПБ 03-593-03 [3], РД 22-28-36-01 [5], т. е. конструкция ступенчато нагружалась подъемом груза до уровня, превышающего на 15 % допустимую рабочую нагрузку. Целью проведения АЭ контроля являлось выявление развивающихся и склонных к развитию дефектов, проявляющихся в процессе изменения нагрузки, определение их местоположения и оценка их опасности. Для проведения АЭ контроля использовалась цифровая АЭ система «A-Line 32D» производства ООО «ИНТЕРЮНИС» с преобразователями акустической эмиссии (ПАЭ) типа GT 200. ПАЭ устанавливались на зачищенную до металлического блеска поверхность ОК через контактную смазку и крепились магнитными держателями.
Необходимо войти для просмотра
Рис. 1. Схема расстановки ПАЭ и расположения областей источников АЭ при проведении диагностирования методом акустической эмиссии опор козлового крана ККС-10
Рис. 1. Схема расстановки ПАЭ и расположения областей источников АЭ при проведении диагностирования методом акустической эмиссии опор козлового крана ККС-10
АЭ контроль конструкций козлового крана
Повреждения при эксплуатации козлового крана типа ККС-10 чаще всего возникают в металлоконструкциях ферм вертикальных опор, каждая из которых состоит из двух ферм, крепящихся друг к другу посредством болтовых соединений. Схема локации источников АЭ выбиралась из необходимости минимизации влияния ложных сигналов, возникающих на узловых соединениях опор (рис. 1). В ходе диагностирования обеспечивался 100 % АЭ контроль основного металла и сварных соединений конструкции. Для увеличения достоверности результатов АЭ использовались комбинированные схемы локации. Значительным фактором, снижающим эффективность АЭ контроля, являются шумы. С целью минимизации помех АЭ диагностика проводилась на неподвижном кране вдали от источников механических шумов. Для повышения соотношения сигнал/шум и выделения полезного сигнала применялись различные аппаратурные методы устранения помех, реализованные в системе «A-Line 32D», к которым в частности относятся узкополосная фильтрация входного сигнала, метод когерентных замеров, а также аппаратурные методы фильтрации в режиме постобработки [4]. Оценка зарегистрированных источников АЭ проводилась по критериям, изложенным в [3], в соответствии с которыми зарегистрированные источники АЭ разделяли на 4 класса опасности.
По результатам проведения АЭ контроля металлоконструкции вертикальных опор козлового крана обнаружены источники АЭ 1-го и 2-го классов опасности, соответствующие неразвивающимся и развивающимся дефектам (рис. 1). Пассивные, неразвивающиеся источники АЭ 1-го класса опасности были обнаружены в областях болтовых соединений несущих ферм опор. Дальнейший анализ частотного спектра сигнала АЭ от данных источников показал неоднородный широкополосный характер спектра в регистрируемой рабочей полосе частот со смещением максимума в низкочастотную область. Это позволило сделать предположение о наличии сигналов, вызванных трением в месте соединения ферм. При проверке неразрушающими методами контроля мест расположения пассивных источников АЭ 1-го класса опасности в основном металле и прилетающих сварных соединениях обнаружено не было. При контроле болтовых соединений обнаружена их плохая протяжка. После приведения в соответствие с техническими требованиями болтовых соединений и повторного АЭ контроля источников АЭ не зарегистрировано. Таким образом, применение метода АЭ позволяет качественно оценить состояние болтовых соединений несущих элементов козлового крана и точно определить их местоположение по локационной картине.
Необходимо войти для просмотра
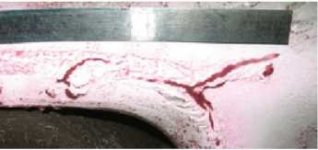
Рис. 2. Область расположения источника АЭ 2-го класса опасности на сварных соединениях приварки раскосов
Рис. 2. Область расположения источника АЭ 2-го класса опасности на сварных соединениях приварки раскосов