В
В мире НК
Guest
Об авторах
Сотрудники Филиала «ИНТЕРЮНИС- УРАЛ», Екатеринбург:
Необходимо войти для просмотра
Жуков
Антон Валерьевич
Директор, III уровень по АЭ
Необходимо войти для просмотра
Кузьмин
Алексей Николаевич
Заместитель директора, к. ф.-м. н., III уровень по АЭ
Необходимо войти для просмотра
Николай Федорович
Специалист лаборатории диагностики, II уровень по АЭ
На сегодняшний день повышение качества технической диагностики трубопроводов, выработавших свой нормативный срок, на предприятиях различного назначения является актуальной задачей. В частности, при расчете остаточного ресурса действующих трубопроводов экспертные организации используют усредненный статистический подход [1]. При проведении подобных расчетов не принимается во внимание действительное техническое состояние отдельных локальных участков трубопровода, что в конечном итоге не обеспечивает достоверной оценки его работоспособности в течение разрешенного срока [2]. Анализ причин отказов магистральных трубопроводных систем с течением времени показал, что в процессе эксплуатации более вероятны местные или локализованные повреждения, а не повальное ухудшение свойств материала по всей длине трубопровода. Причинами таких повреждений являются интенсивные пластические деформации, развивающиеся в зонах перенапряжений из-за технологических дефектов, дефектов монтажа (сварка под напряжением), интенсивных очагов коррозионных повреждений, подвижек грунта, температурных и других воздействий, приводящих к неоднородным статическим и динамическим нагрузкам. Совокупность эксплуатационных нагрузок вызывает локальное образование двух основных типов повреждений, приводящих в конечном итоге к разрушению трубопровода – это трещиноподобные дефекты и дефекты коррозионной природы. При этом существенное значение имеет скорость накопления повреждений в области дефекта, которая характеризует степень его опасности и определяет срок остаточной эксплуатации объекта. В этой связи необходима оценка технического состояния трубы в потенциально опасных областях. При этом немаловажно отметить тот факт, что проектная документация на строительство трубопроводов разрабатывалась, прежде всего, с точки зрения обеспечения надежности и безопасности протекания технологических процессов, а не удобства их диагностирования. Таким образом, при проведении технической диагностики и экспертизы промышленной безопасности (ЭПБ) трубопроводных систем необходимо применение комплексного подхода с использованием интегральных методов НК, позволяющих осуществлять диагностирование опасных дефектов, возникающих в процессе эксплуатации по всей длине диагностируемого участка.
Среди интегральных способов диагностики трубопроводов метод акустической эмиссии (АЭ) практически не имеет альтернативы. Принцип метода АЭ заключается в регистрации волн упругих напряжений, возникающих в материале конструкции в результате зарождения и развития различного рода дефектов. Отметим, что на основе комплексного диагностического подхода АЭ-диагностика трубопроводов позволяет делать обоснованные выводы о процессах зарождения и развития опасных повреждений и, в конечном итоге, о техническом состоянии объекта [3]. Рассмотрим некоторые особенности практического применения метода
АЭ для диагностики трубопроводных систем.
Примеры практического использования метода АЭ
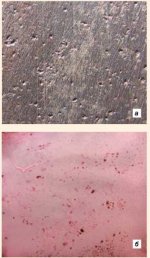
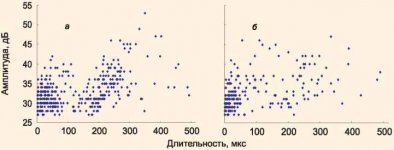
Подтверждением высокой эффективности метода АЭ в комплексе с другими методами НК являются итоги проведенных фирмой «ИНТЕРЮНИС» работ по контролю сварных соединений трубопроводов природного газа. В ходе обследования методом внутритрубной дефектоскопии одного из участков газопровода было выявлено 20 аномальных сварных соединений, которые до¬полнительно были обследованы с применением радиографического и акустико-эмиссионного методов контроля [4]. На рис. 1 представлены сравнительные результаты: если радиографический контроль показал дефекты в 18 из 20 стыков, то по данным АЭ наибольшую опасность для текущей эксплуатации газопровода представляют всего 6 из 20 сварных соединений. Принципиальное значение имеет тот факт, что наиболее опасный источник по АЭ зарегистрирован в сварном шве, годном по радиографии (рис. 1). Проведенный после вырезки данного стыка металлографический анализ с послойной вышлифовкой показал наличие развитой трещины с зоной раскрытия 0,2 мм (рис. 2), образовавшейся на вытянутой цепочке пор, и неметаллических включений в центральных слоях сварного шва. Предельная чувствительность использованного радиографического контроля не позволяет распознавать на снимке дефекты такого размера.
Сотрудники Филиала «ИНТЕРЮНИС- УРАЛ», Екатеринбург:
Необходимо войти для просмотра
Жуков
Антон Валерьевич
Директор, III уровень по АЭ
Необходимо войти для просмотра
Кузьмин
Алексей Николаевич
Заместитель директора, к. ф.-м. н., III уровень по АЭ
Необходимо войти для просмотра
Николай Федорович
Специалист лаборатории диагностики, II уровень по АЭ
На сегодняшний день повышение качества технической диагностики трубопроводов, выработавших свой нормативный срок, на предприятиях различного назначения является актуальной задачей. В частности, при расчете остаточного ресурса действующих трубопроводов экспертные организации используют усредненный статистический подход [1]. При проведении подобных расчетов не принимается во внимание действительное техническое состояние отдельных локальных участков трубопровода, что в конечном итоге не обеспечивает достоверной оценки его работоспособности в течение разрешенного срока [2]. Анализ причин отказов магистральных трубопроводных систем с течением времени показал, что в процессе эксплуатации более вероятны местные или локализованные повреждения, а не повальное ухудшение свойств материала по всей длине трубопровода. Причинами таких повреждений являются интенсивные пластические деформации, развивающиеся в зонах перенапряжений из-за технологических дефектов, дефектов монтажа (сварка под напряжением), интенсивных очагов коррозионных повреждений, подвижек грунта, температурных и других воздействий, приводящих к неоднородным статическим и динамическим нагрузкам. Совокупность эксплуатационных нагрузок вызывает локальное образование двух основных типов повреждений, приводящих в конечном итоге к разрушению трубопровода – это трещиноподобные дефекты и дефекты коррозионной природы. При этом существенное значение имеет скорость накопления повреждений в области дефекта, которая характеризует степень его опасности и определяет срок остаточной эксплуатации объекта. В этой связи необходима оценка технического состояния трубы в потенциально опасных областях. При этом немаловажно отметить тот факт, что проектная документация на строительство трубопроводов разрабатывалась, прежде всего, с точки зрения обеспечения надежности и безопасности протекания технологических процессов, а не удобства их диагностирования. Таким образом, при проведении технической диагностики и экспертизы промышленной безопасности (ЭПБ) трубопроводных систем необходимо применение комплексного подхода с использованием интегральных методов НК, позволяющих осуществлять диагностирование опасных дефектов, возникающих в процессе эксплуатации по всей длине диагностируемого участка.
Среди интегральных способов диагностики трубопроводов метод акустической эмиссии (АЭ) практически не имеет альтернативы. Принцип метода АЭ заключается в регистрации волн упругих напряжений, возникающих в материале конструкции в результате зарождения и развития различного рода дефектов. Отметим, что на основе комплексного диагностического подхода АЭ-диагностика трубопроводов позволяет делать обоснованные выводы о процессах зарождения и развития опасных повреждений и, в конечном итоге, о техническом состоянии объекта [3]. Рассмотрим некоторые особенности практического применения метода
АЭ для диагностики трубопроводных систем.
Примеры практического использования метода АЭ
Подтверждением высокой эффективности метода АЭ в комплексе с другими методами НК являются итоги проведенных фирмой «ИНТЕРЮНИС» работ по контролю сварных соединений трубопроводов природного газа. В ходе обследования методом внутритрубной дефектоскопии одного из участков газопровода было выявлено 20 аномальных сварных соединений, которые до¬полнительно были обследованы с применением радиографического и акустико-эмиссионного методов контроля [4]. На рис. 1 представлены сравнительные результаты: если радиографический контроль показал дефекты в 18 из 20 стыков, то по данным АЭ наибольшую опасность для текущей эксплуатации газопровода представляют всего 6 из 20 сварных соединений. Принципиальное значение имеет тот факт, что наиболее опасный источник по АЭ зарегистрирован в сварном шве, годном по радиографии (рис. 1). Проведенный после вырезки данного стыка металлографический анализ с послойной вышлифовкой показал наличие развитой трещины с зоной раскрытия 0,2 мм (рис. 2), образовавшейся на вытянутой цепочке пор, и неметаллических включений в центральных слоях сварного шва. Предельная чувствительность использованного радиографического контроля не позволяет распознавать на снимке дефекты такого размера.
Необходимо войти для просмотра