В
В мире НК
Guest
Особенности выявления металлургических дефектов в заготовках, выполненных литьем, и влияние дефектов на контролепригодность изделий
Об авторе
Юрий Григорьевич
Главный специалист по НК ЗАО «Панатест», г. Москва;
к. т. н., III уровень по акустическому виду НК.
При отработке технологий УЗК изделий необходимо учитывать местоположение и ориентацию не только эксплуатационных дефектов материала, но и характеристики дефектов литья в заготовках, из которых изготавливают изделия, и которые влияют на прочностные свойства и контролепригодность изготавливаемых из слитков изделий, в частности, осей колесных пар.
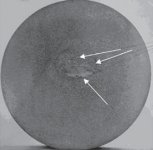
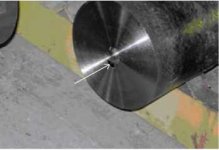
Основными типами дефектов литья стальных заготовок черновых осей колесных пар являются металлургические дефекты типа строчечных скоплений глинозема, шлаковых включений, сульфидов и сульфооксидов (рис. 1). Как показали результаты УЗК осей с применением прибора MasterScan 380М и металлографические исследования материала, сульфиды и сульфооксиды обладают повышенной хрупкостью, располагаются в центральной части поперечного сечения, ориентированы вдоль оси и могут иметь протяженность, равную длине оси.
Дефекты литья в заготовке черновой оси колесной пары при приемочном УЗК кованого стального слитка, выполняемом прямым ПЭП при его установке на торцевую поверхность заготовки (СТО РЖД 1.11.002-2008), не выявляются. Это обусловлено формой, местоположением и ориентацией дефектов относительно поверхности ввода ультразвука.
При изготовлении осей колесных пар УЗК выполняется прямым ПЭП с торца чистовой оси и наклонным ПЭП с цилиндрической поверхности оси на конечном этапе изготовления осей. Дефекты литья, ориентированные вдоль чистовой оси колесной пары, указанными вариантами контроля также не выявляются.
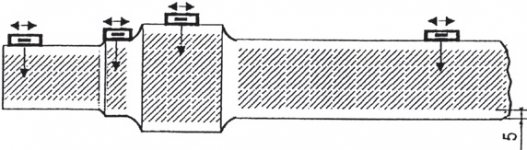
При вводе ультразвука с цилиндрической поверхности оси (рис. 2), выполняемом на конечном этапе изготовления, дефекты литья в средней части поперечного сечения оси выявляются.
Однако для выявления дефектов литья выполняется большое количество технологических операций, что экономически нецелесообразно. С целью сокращения трудозатрат на изготовление оси, УЗК с целью обнаружения дефектов литья рекомендуется выполнять не на конечном этапе изготовления оси, а после предварительной обработки боковых поверхностей заготовки черновой оси.
При контроле прямым ПЭП с цилиндрической поверхности чистовой оси колесной пары дефекты материала в поверхностном слое изделия могут быть пропущены ввиду наличия так называемых «мертвых» зон, где дефекты не выявляются (рис. 2, не заштрихованный поверхностный слой глубиной до 5 мм).
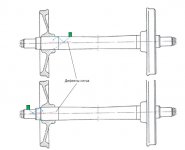
Следует также отметить, что глубина «мертвой» зоны может быть уменьшена путем уменьшения длительности т зондирующего импульса генератора дефектоскопа. В дальней зоне ПЭП глубина «мертвой» зоны определяется разрешающей способностью импульсного метода контроля, значение которой определяется по формуле Ст/2, где С - скорость распространения ультразвука в материале контролируемого изделия. Поэтому при заказе ультразвукового дефектоскопа следует обращать внимание на значение длительности зондирующего импульса генератора. У прибора MasterScan 380М минимальная длительность зондирующего импульса генератора составляет 30 нс. У большинства отечественных и зарубежных ультразвуковых дефектоскопов она может быть значительно больше. Наличие пропущенного металлургического дефекта в слитке может приводить к пропуску эксплуатационных трещин при УЗК изделия. Так, например, при поиске трещин в подступичной части оси колесной пары ультразвуковая волна может отражаться от пропущенных при изготовлении оси металлургических дефектов литья и не проходить в зону формирования усталостных трещин (рис. 3). На этом рисунке синей пунктирной линией со стрелкой показана предполагаемая траектория распространения ультразвука до трещины, а сплошной синей линией со стрелкой - реальная траектория распространения ультразвука при наличии продольно ориентированного дефекта литья.
Необходимо войти для просмотра
Рис. 3. Возможные случаи расположения эксплуатационной трещины в области ультразвуковой «тени», образуемой дефектом литья в подступичной части оси
Об авторе
Необходимо войти для просмотра
ВасеневЮрий Григорьевич
Главный специалист по НК ЗАО «Панатест», г. Москва;
к. т. н., III уровень по акустическому виду НК.
При отработке технологий УЗК изделий необходимо учитывать местоположение и ориентацию не только эксплуатационных дефектов материала, но и характеристики дефектов литья в заготовках, из которых изготавливают изделия, и которые влияют на прочностные свойства и контролепригодность изготавливаемых из слитков изделий, в частности, осей колесных пар.
Основными типами дефектов литья стальных заготовок черновых осей колесных пар являются металлургические дефекты типа строчечных скоплений глинозема, шлаковых включений, сульфидов и сульфооксидов (рис. 1). Как показали результаты УЗК осей с применением прибора MasterScan 380М и металлографические исследования материала, сульфиды и сульфооксиды обладают повышенной хрупкостью, располагаются в центральной части поперечного сечения, ориентированы вдоль оси и могут иметь протяженность, равную длине оси.
Необходимо войти для просмотра
Рис. 1. Фото макрошлифа в поперечном сечении заготовки черновой оси колесной пары: дефекты литья указаны стрелками
Рис. 1. Фото макрошлифа в поперечном сечении заготовки черновой оси колесной пары: дефекты литья указаны стрелками
Дефекты литья в заготовке черновой оси колесной пары при приемочном УЗК кованого стального слитка, выполняемом прямым ПЭП при его установке на торцевую поверхность заготовки (СТО РЖД 1.11.002-2008), не выявляются. Это обусловлено формой, местоположением и ориентацией дефектов относительно поверхности ввода ультразвука.
При изготовлении осей колесных пар УЗК выполняется прямым ПЭП с торца чистовой оси и наклонным ПЭП с цилиндрической поверхности оси на конечном этапе изготовления осей. Дефекты литья, ориентированные вдоль чистовой оси колесной пары, указанными вариантами контроля также не выявляются.
При вводе ультразвука с цилиндрической поверхности оси (рис. 2), выполняемом на конечном этапе изготовления, дефекты литья в средней части поперечного сечения оси выявляются.
Необходимо войти для просмотра
Рис. 2. Схема контроля при вводе ультразвука прямым ПЭП с цилиндрической поверхности чистовой оси колесной пары
Рис. 2. Схема контроля при вводе ультразвука прямым ПЭП с цилиндрической поверхности чистовой оси колесной пары
Однако для выявления дефектов литья выполняется большое количество технологических операций, что экономически нецелесообразно. С целью сокращения трудозатрат на изготовление оси, УЗК с целью обнаружения дефектов литья рекомендуется выполнять не на конечном этапе изготовления оси, а после предварительной обработки боковых поверхностей заготовки черновой оси.
При контроле прямым ПЭП с цилиндрической поверхности чистовой оси колесной пары дефекты материала в поверхностном слое изделия могут быть пропущены ввиду наличия так называемых «мертвых» зон, где дефекты не выявляются (рис. 2, не заштрихованный поверхностный слой глубиной до 5 мм).
Следует также отметить, что глубина «мертвой» зоны может быть уменьшена путем уменьшения длительности т зондирующего импульса генератора дефектоскопа. В дальней зоне ПЭП глубина «мертвой» зоны определяется разрешающей способностью импульсного метода контроля, значение которой определяется по формуле Ст/2, где С - скорость распространения ультразвука в материале контролируемого изделия. Поэтому при заказе ультразвукового дефектоскопа следует обращать внимание на значение длительности зондирующего импульса генератора. У прибора MasterScan 380М минимальная длительность зондирующего импульса генератора составляет 30 нс. У большинства отечественных и зарубежных ультразвуковых дефектоскопов она может быть значительно больше. Наличие пропущенного металлургического дефекта в слитке может приводить к пропуску эксплуатационных трещин при УЗК изделия. Так, например, при поиске трещин в подступичной части оси колесной пары ультразвуковая волна может отражаться от пропущенных при изготовлении оси металлургических дефектов литья и не проходить в зону формирования усталостных трещин (рис. 3). На этом рисунке синей пунктирной линией со стрелкой показана предполагаемая траектория распространения ультразвука до трещины, а сплошной синей линией со стрелкой - реальная траектория распространения ультразвука при наличии продольно ориентированного дефекта литья.
Необходимо войти для просмотра
Рис. 3. Возможные случаи расположения эксплуатационной трещины в области ультразвуковой «тени», образуемой дефектом литья в подступичной части оси