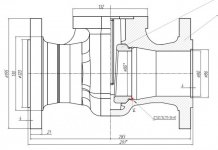
Коллеги подскажите, возможен ли контроль шва на прилагаемом чертеже. Кольцевой шов "Б" (выделен красной точкой) приварки седла к корпусу задвижки. Катет думаю будет от 3 до 5мм. Знакомые занимаются производством арматуры. Просят разработать карту контроля. Конструктора задали контроль сварных швов 100%. Материал седла сталь 09Г2С.
Ду50 понимаю хрен залезешь. Ну может Ду100 или 150 по внутреннему диаметру. ПЭП П121-5 (или2,5) - 40* сделать какую-нибудь приспособу, чтоб ПЭП (датчик передней гранью на фланец) фиксировать на нужном расстоянии от торца седла. ну и сканировать по внутреннему диаметру? Стрёмно конечно. Уж больно тонкий проход получится. Но по идеи там лучу отражаться не отчего, ложные переотражения конечно будут, но их можно отсечь. а несплавление поймаю.
Ду50 понимаю хрен залезешь. Ну может Ду100 или 150 по внутреннему диаметру. ПЭП П121-5 (или2,5) - 40* сделать какую-нибудь приспособу, чтоб ПЭП (датчик передней гранью на фланец) фиксировать на нужном расстоянии от торца седла. ну и сканировать по внутреннему диаметру? Стрёмно конечно. Уж больно тонкий проход получится. Но по идеи там лучу отражаться не отчего, ложные переотражения конечно будут, но их можно отсечь. а несплавление поймаю.