В
В мире НК
Guest
О чувствительности при радиографическом контроле объектов Ростехнадзора
Об авторе
Необходимо войти для просмотра
Сперанский Сергей Константинович
Начальник отдела ООО «Нижегородский центр технической диагностики, экспертизы и сертификации»,
к. т. н., III уровень по радиационному виду НК.
Стаж работы в области НК
Радиография - метод НК, результаты которого во многом зависят от полноты выполнения требований к параметрам и условиям его проведения: энергии излучения (анодному напряжению рентгеновской трубки); типу пленки; типу и толщине усиливающих экранов; способу зарядки кассет, схеме просвечивания сварного соединения, условиям фотообработки и расшифровки рентгеновских снимков. При проведении контроля в полевых, производственных и монтажных условиях ряд требований выполнить значительно сложнее, чем в стационарных и лабораторных условиях. В нестационарных условиях в качестве источника излучения зачастую используются наиболее безопасные импульсные рентгеновские аппараты, имеющие низкий ток и нерегулируемую энергию рентгеновского излучения. Для регистрации изображения применяются крупнозернистые рентгеновские пленки, которые более чувствительны к излучению, однако, обладают невысокой контрастной и детальной радиографической чувствительностью. Кроме того, используются усиливающие флуоресцентные экраны, дополнительно увеличивающие геометрическую нерезкость.
Конечным этапом процесса просвечивания является получение радиограммы, пригодной к расшифровке изображения сварного шва и околошовной зоны, а также для оценки их качества. Один из основных критериев пригодности снимка - достигнутая радиографическая чувствительность, определяемая по эталонам. Соблюдение заложенной в НТД технологии подготовки и проведения просвечивания должно обеспечивать чувствительность контроля, требуемую по НТД, то есть, согласно [1], возможность надежного обнаружения дефектов, размеры которых в направлении просвечивания не менее удвоенных видимых минимальных размеров их имитаторов на эталонах чувствительности. При контроле в нестационарных условиях чувствительность контроля часто оказывается на пределе требований, установленных НТД.
Как видно из рис. 1, где в зависимости от радиационной толщины контролируемого материала представлена относительная чувствительность контроля и удвоенные ее значения для разных классов по [1], дефекты, размеры которых в направлении просвечивания менее достигнутой чувствительности, попадают в область А, ограниченную графиком 1, и не могут быть выявлены при расшифровке радиограммы сварного шва. Не может быть гарантировано обнаружение дефектов, размеры которых находятся в области В между значениями, ограниченными графиками 1 и 2. С достаточной вероятностью будут выявляться лишь дефекты с размерами в направлении просвечивания, превышающими удвоенные значения чувствительности (график 2, область С).
Для объектов повышенной опасности, подведомственных Ростехнадзору, требования по чувствительности контроля и допустимости обнаруженных дефектов устанавливают нормативно-технические документы по сварке и контролю, а также методики НК конкретных объектов.
ОБЪЕКТЫ КОТЛОНАДЗОРА
Объем, порядок контроля и нормы оценки качества сварных соединений паровых и водогрейных котлов, а также трубопроводов пара и горячей воды при их изготовлении должны отвечать требованиям [2], а при монтаже и ремонте - требованиям [3]. Контроль сварных соединений проводится по [1] и [4].
Отраслевой стандарт [4] определяет, что при просвечивании в стационарных условиях чувствительность должна соответствовать 1 классу, а при работах в цехе или на монтаже переносными (передвижными) установками - 2 классу [1]. Согласно руководящему документу [2] в корне шва свариваемых трубопроводов могут быть допущены непровары глубиной (высотой) до 10 % номинальной толщины стенки, но не более 2 мм.
Из рис. 2 видно, что при контроле трубопроводов через одну стенку с чувствительностью по 1 и 2 классам непровары минимальной глубины, недопустимой по [2], попадают в область С и будут надежно выявляться (график 3). При просвечивании через две стенки недопустимые размеры дефектов (график 4) находятся в области С и частично в области В, и вероятность выявления таких непроваров будет меньше.
Чувствительность контроля при монтаже и ремонте паровых и водогрейных котлов и трубопроводов пара и горячей воды установлена руководящим документом [5] и заметно хуже, чем даже по III классу [1], как это видно из сравнения графиков 1 и 2 на рис. 3 и рис. 1в. Вместе с тем, нормы оценки качества по [3] такие же, как и в [2] (графики 3 и 4 на рис. 2 и 3).
Это означает, что при монтаже и ремонте паровых и водогрейных котлов, а также трубопроводов пара и горячей воды радиографический контроль не позволит обнаружить непровары минимальной недопустимой глубины при просвечивании через две стенки с чувствительностью, заложенной в НТД.
Об авторе
Необходимо войти для просмотра
Сперанский Сергей Константинович
Начальник отдела ООО «Нижегородский центр технической диагностики, экспертизы и сертификации»,
к. т. н., III уровень по радиационному виду НК.
Стаж работы в области НК
Радиография - метод НК, результаты которого во многом зависят от полноты выполнения требований к параметрам и условиям его проведения: энергии излучения (анодному напряжению рентгеновской трубки); типу пленки; типу и толщине усиливающих экранов; способу зарядки кассет, схеме просвечивания сварного соединения, условиям фотообработки и расшифровки рентгеновских снимков. При проведении контроля в полевых, производственных и монтажных условиях ряд требований выполнить значительно сложнее, чем в стационарных и лабораторных условиях. В нестационарных условиях в качестве источника излучения зачастую используются наиболее безопасные импульсные рентгеновские аппараты, имеющие низкий ток и нерегулируемую энергию рентгеновского излучения. Для регистрации изображения применяются крупнозернистые рентгеновские пленки, которые более чувствительны к излучению, однако, обладают невысокой контрастной и детальной радиографической чувствительностью. Кроме того, используются усиливающие флуоресцентные экраны, дополнительно увеличивающие геометрическую нерезкость.
Конечным этапом процесса просвечивания является получение радиограммы, пригодной к расшифровке изображения сварного шва и околошовной зоны, а также для оценки их качества. Один из основных критериев пригодности снимка - достигнутая радиографическая чувствительность, определяемая по эталонам. Соблюдение заложенной в НТД технологии подготовки и проведения просвечивания должно обеспечивать чувствительность контроля, требуемую по НТД, то есть, согласно [1], возможность надежного обнаружения дефектов, размеры которых в направлении просвечивания не менее удвоенных видимых минимальных размеров их имитаторов на эталонах чувствительности. При контроле в нестационарных условиях чувствительность контроля часто оказывается на пределе требований, установленных НТД.
Необходимо войти для просмотра
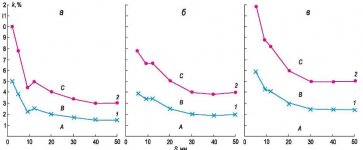
Рис. 1. Относительная (1) и удвоенные значения (2) чувствительности к в зависимости от радиационной толщины S по ГОСТ 7512-82 для 1, 2 и 3 классов (а - в соответственно)
Рис. 1. Относительная (1) и удвоенные значения (2) чувствительности к в зависимости от радиационной толщины S по ГОСТ 7512-82 для 1, 2 и 3 классов (а - в соответственно)
Как видно из рис. 1, где в зависимости от радиационной толщины контролируемого материала представлена относительная чувствительность контроля и удвоенные ее значения для разных классов по [1], дефекты, размеры которых в направлении просвечивания менее достигнутой чувствительности, попадают в область А, ограниченную графиком 1, и не могут быть выявлены при расшифровке радиограммы сварного шва. Не может быть гарантировано обнаружение дефектов, размеры которых находятся в области В между значениями, ограниченными графиками 1 и 2. С достаточной вероятностью будут выявляться лишь дефекты с размерами в направлении просвечивания, превышающими удвоенные значения чувствительности (график 2, область С).
Для объектов повышенной опасности, подведомственных Ростехнадзору, требования по чувствительности контроля и допустимости обнаруженных дефектов устанавливают нормативно-технические документы по сварке и контролю, а также методики НК конкретных объектов.
ОБЪЕКТЫ КОТЛОНАДЗОРА
Объем, порядок контроля и нормы оценки качества сварных соединений паровых и водогрейных котлов, а также трубопроводов пара и горячей воды при их изготовлении должны отвечать требованиям [2], а при монтаже и ремонте - требованиям [3]. Контроль сварных соединений проводится по [1] и [4].
Отраслевой стандарт [4] определяет, что при просвечивании в стационарных условиях чувствительность должна соответствовать 1 классу, а при работах в цехе или на монтаже переносными (передвижными) установками - 2 классу [1]. Согласно руководящему документу [2] в корне шва свариваемых трубопроводов могут быть допущены непровары глубиной (высотой) до 10 % номинальной толщины стенки, но не более 2 мм.
Необходимо войти для просмотра
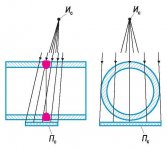
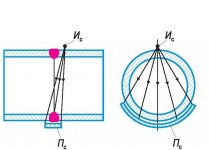
Рис. 2. Чувствительность (1) контроля; ее удвоенные значения (2) и минимальная глубина непроваров, недопустимая в соответствии с [2] по отношению к толщине одной (3) и двух (4) стенок трубы, в зависимости от радиационной толщины S при контроле по 1 и 2 классам [1] (а и б соответственно)
Рис. 2. Чувствительность (1) контроля; ее удвоенные значения (2) и минимальная глубина непроваров, недопустимая в соответствии с [2] по отношению к толщине одной (3) и двух (4) стенок трубы, в зависимости от радиационной толщины S при контроле по 1 и 2 классам [1] (а и б соответственно)
Из рис. 2 видно, что при контроле трубопроводов через одну стенку с чувствительностью по 1 и 2 классам непровары минимальной глубины, недопустимой по [2], попадают в область С и будут надежно выявляться (график 3). При просвечивании через две стенки недопустимые размеры дефектов (график 4) находятся в области С и частично в области В, и вероятность выявления таких непроваров будет меньше.
Необходимо войти для просмотра
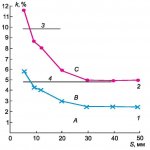
Рис. 3. То же, что на рис. 2 при контроле в соответствии с требованиями [5]
Рис. 3. То же, что на рис. 2 при контроле в соответствии с требованиями [5]
Чувствительность контроля при монтаже и ремонте паровых и водогрейных котлов и трубопроводов пара и горячей воды установлена руководящим документом [5] и заметно хуже, чем даже по III классу [1], как это видно из сравнения графиков 1 и 2 на рис. 3 и рис. 1в. Вместе с тем, нормы оценки качества по [3] такие же, как и в [2] (графики 3 и 4 на рис. 2 и 3).
Это означает, что при монтаже и ремонте паровых и водогрейных котлов, а также трубопроводов пара и горячей воды радиографический контроль не позволит обнаружить непровары минимальной недопустимой глубины при просвечивании через две стенки с чувствительностью, заложенной в НТД.