В
В мире НК
Guest
Контроль геометрических параметров железнодорожного колеса
Об авторе
Необходимо войти для просмотра
Багаев Кирилл Александрович
Инженер-программист ГП «Юнитест»,
аспирант кафедры «Экспериментальная ядерная физика» СПбГПУ.
Научные интересы - радиационный вид НК.
При изготовлении и эксплуатации подвижного состава железнодорожного транспорта к сохранению и контролю геометрических параметров железнодорожных колес предъявляются достаточно высокие требования. Незначительные их отклонения от номинальных ведут к снижению как ходовых и динамических характеристик локомотивов и вагонов,так и безопасности их эксплуатации.
У железнодорожных колес существует около 30 геометрических параметров, значение которых необходимо контролировать. При этом ряд параметров требуется измерять с очень высокой точностью. Например, точность измерения максимального осевого коробления не должна превышать 0,1 мм. Поэтому существует необходимость создания высокоточных комплексов для измерения геометрических параметров железнодорожных колес.
До настоящего времени измерение размеров и их отклонений от нормативов основывалось на применении контактных приборов, в первую очередь шаблонов. Шаблоны изготавливаются для измерения профиля катания, толщины гребня и т. д. Для измерения коробления используют обычно контрольную плиту или шаблон «паук». Дефектоскопист должен правильно приложить шаблон, а затем, используя щуп, определить максимальный зазор.
Эта идеология имеет существенные недостатки. Например, в депо имеются шаблоны для контроля поверхности катания согласно ГОСТ 9036-88. Если поступает директива протачивать колеса по несколько иной методике, к примеру, с так называемым скошенным гребнем, то станок для проточки легко перенастраивается, колеса изготавливают в соответствии с новой директивой, но тут же встает проблема контроля качества проточки: прежние шаблоны уже не подходят, а новые еще необходимо изготовить.
Существует много проблем и при определении осевого коробления. Обычно колесо, вес которого 500 кг, кладут на контрольную плиту, а затем с помощью щупа определяют зазор между плитой и колесом по всей длине его окружности. В процессе эксплуатации на контрольной плите неминуемо появляются выщерблины. А значит результат измерений зависит от того, как на такую плиту легло колесо.
Проблема точности измерений при использовании контактных методов состоит еще и в том, что результат измерений во многом зависит от квалификации дефектоскописта, от того, насколько правильно он пользуется шаблонами, щупами и т. д.
Еще один существенный минус контактных методов - это время контроля. Для того, чтобы полностью промерить колесо, соблюдая все требования ГОСТ, опытному дефектоскописту требуется около 20 мин. Этот фактор существенно тормозит весь процесс производства. К примеру, на ОАО «Выксунский металлургический завод» производительность линии изготовления ж.-д. колес - 70 шт/ ч. Время контроля одного колеса, необходимое для поддержания этой производительности, должно составлять 52 с. Разумеется, при использовании контактных приборов подобную производительность поддерживать нереально.
Таким образом, недостатками контактного метода измерений являются: -длительность и трудоемкость процесса измерения и, как следствие, отсутствие реального контроля всех требуемых параметров; -зависимость результатов измерений от так называемого «человеческого фактора»;
-зависимость результатов измерений от деформации контактных приборов в процессе эксплуатации; -невозможность перенастраивать контактные приборы в соответствии с изменениями требований к конечной продукции (в данном случае - к ж.-д. колесам).
Преодоление всех вышеизложенных недостатков возможно с использованием новой идеологии, основанной на бесконтактных методах контроля. В качестве средств измерения предлагается использовать лазерные датчики-дальномеры. В последние годы появилось несколько фирм, изготавливающих такие приборы. Наибольший интерес применительно к задаче контроля ж.-д. колес представляют растровые дальномеры. Такие датчики за одно сканирование снимают не одну точку, а профиль. Длина сканируемой поверхности может существенно колебаться в зависимости от мощности лазера и погрешности измерения. Например, лазерные датчики РФ620* имеют диапазон измерения по оси Х до 150 мм (рис. 1). По высоте такие датчики захватывают диапазон от 100 до 350 мм. Чем меньше диапазон измерения прибора - тем выше его точность. Скорость сканирования таких датчиков весьма высока - порядка 100 сканов в секунду. За одно сканирование датчик может получить до 1024 точек.
В основу работы растровых сканеров-дальномеров положен принцип оптической триангуляции (рис. 2).
Излучение полупроводникового лазера 1 формируется объективом 2 в виде линии 3 и проецируется на объект 7. Рассеянное на объекте излучение объективом 4 собирается на двумерной CMOS-матрице 5. Полученное изображение контура объекта анализируется сигнальным процессором 6, который рассчитывает расстояние до объекта (координата Z) для каждой из множества точек вдоль лазерной линии на объекте (координата Х).
ЗАО «Виматек» (входит в ГП «Юнитест») разработало принципиально новый комплекс для измерения ж.-д. колес бесконтактным методом (рис. 3). В его основе лежит использование растровых лазерных датчиков. Установка была спроектирована так, чтобы избежать всех трудностей при контроле, описанных выше.
_______________________________________________
* Описание лазерных сканеров серии РФ620 фирмы «Рифтек». Интернет адрес российского представительства http://www.sensorika.com
Об авторе
Необходимо войти для просмотра
Багаев Кирилл Александрович
Инженер-программист ГП «Юнитест»,
аспирант кафедры «Экспериментальная ядерная физика» СПбГПУ.
Научные интересы - радиационный вид НК.
При изготовлении и эксплуатации подвижного состава железнодорожного транспорта к сохранению и контролю геометрических параметров железнодорожных колес предъявляются достаточно высокие требования. Незначительные их отклонения от номинальных ведут к снижению как ходовых и динамических характеристик локомотивов и вагонов,так и безопасности их эксплуатации.
У железнодорожных колес существует около 30 геометрических параметров, значение которых необходимо контролировать. При этом ряд параметров требуется измерять с очень высокой точностью. Например, точность измерения максимального осевого коробления не должна превышать 0,1 мм. Поэтому существует необходимость создания высокоточных комплексов для измерения геометрических параметров железнодорожных колес.
До настоящего времени измерение размеров и их отклонений от нормативов основывалось на применении контактных приборов, в первую очередь шаблонов. Шаблоны изготавливаются для измерения профиля катания, толщины гребня и т. д. Для измерения коробления используют обычно контрольную плиту или шаблон «паук». Дефектоскопист должен правильно приложить шаблон, а затем, используя щуп, определить максимальный зазор.
Эта идеология имеет существенные недостатки. Например, в депо имеются шаблоны для контроля поверхности катания согласно ГОСТ 9036-88. Если поступает директива протачивать колеса по несколько иной методике, к примеру, с так называемым скошенным гребнем, то станок для проточки легко перенастраивается, колеса изготавливают в соответствии с новой директивой, но тут же встает проблема контроля качества проточки: прежние шаблоны уже не подходят, а новые еще необходимо изготовить.
Существует много проблем и при определении осевого коробления. Обычно колесо, вес которого 500 кг, кладут на контрольную плиту, а затем с помощью щупа определяют зазор между плитой и колесом по всей длине его окружности. В процессе эксплуатации на контрольной плите неминуемо появляются выщерблины. А значит результат измерений зависит от того, как на такую плиту легло колесо.
Проблема точности измерений при использовании контактных методов состоит еще и в том, что результат измерений во многом зависит от квалификации дефектоскописта, от того, насколько правильно он пользуется шаблонами, щупами и т. д.
Еще один существенный минус контактных методов - это время контроля. Для того, чтобы полностью промерить колесо, соблюдая все требования ГОСТ, опытному дефектоскописту требуется около 20 мин. Этот фактор существенно тормозит весь процесс производства. К примеру, на ОАО «Выксунский металлургический завод» производительность линии изготовления ж.-д. колес - 70 шт/ ч. Время контроля одного колеса, необходимое для поддержания этой производительности, должно составлять 52 с. Разумеется, при использовании контактных приборов подобную производительность поддерживать нереально.
Таким образом, недостатками контактного метода измерений являются: -длительность и трудоемкость процесса измерения и, как следствие, отсутствие реального контроля всех требуемых параметров; -зависимость результатов измерений от так называемого «человеческого фактора»;
-зависимость результатов измерений от деформации контактных приборов в процессе эксплуатации; -невозможность перенастраивать контактные приборы в соответствии с изменениями требований к конечной продукции (в данном случае - к ж.-д. колесам).
Необходимо войти для просмотра
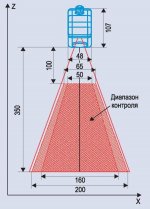
Рис. 1. Диапазон измерения растрового лазерного датчика РФ 620
Рис. 1. Диапазон измерения растрового лазерного датчика РФ 620
Преодоление всех вышеизложенных недостатков возможно с использованием новой идеологии, основанной на бесконтактных методах контроля. В качестве средств измерения предлагается использовать лазерные датчики-дальномеры. В последние годы появилось несколько фирм, изготавливающих такие приборы. Наибольший интерес применительно к задаче контроля ж.-д. колес представляют растровые дальномеры. Такие датчики за одно сканирование снимают не одну точку, а профиль. Длина сканируемой поверхности может существенно колебаться в зависимости от мощности лазера и погрешности измерения. Например, лазерные датчики РФ620* имеют диапазон измерения по оси Х до 150 мм (рис. 1). По высоте такие датчики захватывают диапазон от 100 до 350 мм. Чем меньше диапазон измерения прибора - тем выше его точность. Скорость сканирования таких датчиков весьма высока - порядка 100 сканов в секунду. За одно сканирование датчик может получить до 1024 точек.
Необходимо войти для просмотра
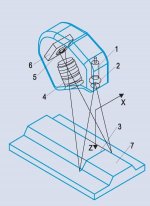
Рис. 2. Принцип работы растрового сканера-дальномера
Рис. 2. Принцип работы растрового сканера-дальномера
В основу работы растровых сканеров-дальномеров положен принцип оптической триангуляции (рис. 2).
Излучение полупроводникового лазера 1 формируется объективом 2 в виде линии 3 и проецируется на объект 7. Рассеянное на объекте излучение объективом 4 собирается на двумерной CMOS-матрице 5. Полученное изображение контура объекта анализируется сигнальным процессором 6, который рассчитывает расстояние до объекта (координата Z) для каждой из множества точек вдоль лазерной линии на объекте (координата Х).
Необходимо войти для просмотра
Рис. 3. Общий вид комплекса
Рис. 3. Общий вид комплекса
ЗАО «Виматек» (входит в ГП «Юнитест») разработало принципиально новый комплекс для измерения ж.-д. колес бесконтактным методом (рис. 3). В его основе лежит использование растровых лазерных датчиков. Установка была спроектирована так, чтобы избежать всех трудностей при контроле, описанных выше.
_______________________________________________
* Описание лазерных сканеров серии РФ620 фирмы «Рифтек». Интернет адрес российского представительства http://www.sensorika.com