В
В мире НК
Guest
Эхо-метод ультразвуковой толщинометрии
Об авторе
Необходимо войти для просмотра
Семеренко Алексей Владимирович
Руководитель подразделения Olympus NDT компании ЗАО «Панатест НК»,
специалист III уровня по УЗК.
Ультразвуковые эхо-импульсные толщиномеры на базе ПЭП работают на частотах 0,5 - 100 МГц и измеряют время t между зондирующим импульсом и одним из отраженных от донной поверхности эхо-импульсом (или между двумя эхо-импульсами). При известной скорости с продольной ультразвуковой волны в изделии измеряемая толщина h изделия определяется соотношением h = ct/2. В зависимости от конфигурации и состояния поверхностей объекта используют толщиномеры одной из следующих групп:
- группа А: для ручного контроля изделий с гладкими (шероховатость Rz ≤ 40 мкм) параллельными поверхностями;
- группа Б: для ручного контроля изделий с грубыми непараллельными поверхностями;
- группа В: для автоматического контроля в потоке.
Основное требование, предъявляемое к приборам групп А и В, - высокая точность измерения, к приборам группы Б - высокая чувствительность, необходимая для фиксации рассеянного отражения от неровной противоположной поверхности и определения места наибольшего локального утонения стенок; требования к точности измерения в этом случае снижены.
Приборы группы А перекрывают диапазон измерений от 0,1 до 1000 мм, имеют абсолютную погрешность измерений ± 0,005 и ± (0,01 + 0,001h) мм в диапазоне 0,1 - 1,0 мм и 1 - 1000 мм соответственно. Приборы группы Б начинают работать только с 0,5 мм и в диапазоне 0,5 - 10 мм имеют погрешность ± 0,1 мм, а в остальных поддиапазонах (до 1000 мм) погрешность равна ± (0,1 + 0,01h), где h - измеряемая величина.
Рассмотрим факторы, влияющие на точность измерений, применительно к толщиномерам групп А и В и средства, позволяющие минимизировать влияние этих факторов.
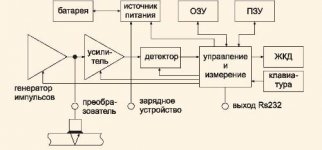
На рис. 1 представлена блок-схема микропроцессорного ультразвукового толщиномера. Блоки автоматической и временной регулировки усиления поддерживают постоянной амплитуду Umax донного сигнала, что важно для повышения точности измерения. Логические схемы управления и измерения, управляемые микропроцессором, синхронизируют работу генератора импульсов и приемника, а также выделяют эхо-сигналы, используемые для измерения времени t двойного прохождения ультразвукового импульса в ОК.
Микропроцессор использует полученное значение времени t вместе с информацией о скорости с ультразвука и сдвиге нуля, сохраненной в оперативной памяти, для расчета толщины h. Полученное значение h отображается на дисплее и обновляется в соответствии с установленной частотой. Для измерения толщины используют прямые совмещенные ПЭП, ПЭП с линией задержки, иммерсионные ПЭП. Оператору же необходимо правильно определить режим, в котором будут проводиться измерения.
Для выполнения измерений с использованием указанных ПЭП необходимо, чтобы толщиномер имел три режима измерения временных интервалов.
Режим 1. В этом режиме проводится измерение временного интервала между зондирующим импульсом и первым донным эхо-сигналом с использованием прямого совмещенного ПЭП (рис. 2). Это основой режим измерения, который рекомендуется в большинстве случаев.
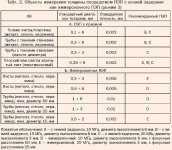
Как показано в табл. 1, такой режим измерения может быть использован при минимальной толщине ОК 0,5 мм (для металлов) и 0,125 мм (для пластмасс). Точность при этом не превышает ± 0,01 мм.
В этом режиме измерения толщины необходимо учитывать время прохождения ультразвукового импульса через протектор ПЭП и слой контактной среды, а также время задержек электрического импульса в кабеле и время нарастания переднего фронта эхо-сигнала.
Данные табл. 1 носят ориентировочный характер и не должны рассматриваться как справочный материал и руководство к действию. В каждом конкретном случае измерения всегда должны проверяться на стандартных образцах из материала ОК.
Об авторе
Необходимо войти для просмотра
Семеренко Алексей Владимирович
Руководитель подразделения Olympus NDT компании ЗАО «Панатест НК»,
специалист III уровня по УЗК.
Ультразвуковые эхо-импульсные толщиномеры на базе ПЭП работают на частотах 0,5 - 100 МГц и измеряют время t между зондирующим импульсом и одним из отраженных от донной поверхности эхо-импульсом (или между двумя эхо-импульсами). При известной скорости с продольной ультразвуковой волны в изделии измеряемая толщина h изделия определяется соотношением h = ct/2. В зависимости от конфигурации и состояния поверхностей объекта используют толщиномеры одной из следующих групп:
- группа А: для ручного контроля изделий с гладкими (шероховатость Rz ≤ 40 мкм) параллельными поверхностями;
- группа Б: для ручного контроля изделий с грубыми непараллельными поверхностями;
- группа В: для автоматического контроля в потоке.
Основное требование, предъявляемое к приборам групп А и В, - высокая точность измерения, к приборам группы Б - высокая чувствительность, необходимая для фиксации рассеянного отражения от неровной противоположной поверхности и определения места наибольшего локального утонения стенок; требования к точности измерения в этом случае снижены.
Приборы группы А перекрывают диапазон измерений от 0,1 до 1000 мм, имеют абсолютную погрешность измерений ± 0,005 и ± (0,01 + 0,001h) мм в диапазоне 0,1 - 1,0 мм и 1 - 1000 мм соответственно. Приборы группы Б начинают работать только с 0,5 мм и в диапазоне 0,5 - 10 мм имеют погрешность ± 0,1 мм, а в остальных поддиапазонах (до 1000 мм) погрешность равна ± (0,1 + 0,01h), где h - измеряемая величина.
Рассмотрим факторы, влияющие на точность измерений, применительно к толщиномерам групп А и В и средства, позволяющие минимизировать влияние этих факторов.
Необходимо войти для просмотра
Рис. 1. Блок-схема толщиномера
Рис. 1. Блок-схема толщиномера
На рис. 1 представлена блок-схема микропроцессорного ультразвукового толщиномера. Блоки автоматической и временной регулировки усиления поддерживают постоянной амплитуду Umax донного сигнала, что важно для повышения точности измерения. Логические схемы управления и измерения, управляемые микропроцессором, синхронизируют работу генератора импульсов и приемника, а также выделяют эхо-сигналы, используемые для измерения времени t двойного прохождения ультразвукового импульса в ОК.
Микропроцессор использует полученное значение времени t вместе с информацией о скорости с ультразвука и сдвиге нуля, сохраненной в оперативной памяти, для расчета толщины h. Полученное значение h отображается на дисплее и обновляется в соответствии с установленной частотой. Для измерения толщины используют прямые совмещенные ПЭП, ПЭП с линией задержки, иммерсионные ПЭП. Оператору же необходимо правильно определить режим, в котором будут проводиться измерения.
Для выполнения измерений с использованием указанных ПЭП необходимо, чтобы толщиномер имел три режима измерения временных интервалов.
Необходимо войти для просмотра
Рис. 2. Измерение толщины прямым совмещенным ПЭП
Рис. 2. Измерение толщины прямым совмещенным ПЭП
Режим 1. В этом режиме проводится измерение временного интервала между зондирующим импульсом и первым донным эхо-сигналом с использованием прямого совмещенного ПЭП (рис. 2). Это основой режим измерения, который рекомендуется в большинстве случаев.
Как показано в табл. 1, такой режим измерения может быть использован при минимальной толщине ОК 0,5 мм (для металлов) и 0,125 мм (для пластмасс). Точность при этом не превышает ± 0,01 мм.
В этом режиме измерения толщины необходимо учитывать время прохождения ультразвукового импульса через протектор ПЭП и слой контактной среды, а также время задержек электрического импульса в кабеле и время нарастания переднего фронта эхо-сигнала.
Необходимо войти для просмотра
Данные табл. 1 носят ориентировочный характер и не должны рассматриваться как справочный материал и руководство к действию. В каждом конкретном случае измерения всегда должны проверяться на стандартных образцах из материала ОК.