В
В мире НК
Guest
Об авторе
Необходимо войти для просмотра
Бакунов Александр Сергеевич
Заведующий отделом электромагнитной технической диагностики металлоизделий
ЗАО «Научно-исследовательский институт интроскопии МНПО «Спектр», г. Москва,
к. т. н., специалист III уровня по магнитному и вихретоковому методам.
Надежность магистральных трубопроводов существенно зависит от качества защитных покрытий. Сегодня в качестве изоляции применяют, как правило, полимерные покрытия, толщина которых должна быть не менее 3 мм. Покрытие на новые трубы наносится уже на трубопрокатных заводах, где оно подвергается тщательному контролю качества, в том числе и по толщине. Поэтому при строительстве трубопроводов сплошной контроль качества изоляции не требуется. Однако такая задача стоит при замене изоляции на действующих трубопроводах, находящихся в эксплуатации в течение многих лет.
Статья посвящена проведению сплошного контроля толщины изоляционного покрытия как на новых трубах в процессе его нанесения на трубопрокатных заводах, так и на действующих трубопроводах при их ремонте и переизоляции.
Контроль толщины защитных покрытий на трубах проводят, в основном, с помощью ручных портативных толщиномеров. В первую очередь, это индукционные толщиномеры, работающие на низких частотах [1]. Конкуренцию им составляют магнитостатические толщиномеры [1], в частности, магнитный толщиномер защитных покрытий МТП-01 [2]. К их достоинствам следует отнести простоту схемного решения, а, следовательно, более высокую надежность приборов. В то же время современные преобразователи Холла, используемые в качестве измерителей индукции магнитного поля в зазоре между магнитом измерительного преобразователя и поверхностью основания, обеспечивают высокую точность и стабильность измерений как во времени, так и в широком диапазоне изменения температуры окружающей среды и ОК. Кроме того, магнитостатические толщиномеры в отличие от индукционных могут измерять толщину и электропроводящих немагнитных покрытий, так как они не создают вихревых токов в изделии.
Основным недостатком любых ручных толщиномеров является выборочный контроль толщины покрытия в отдельных точках, так как просканировать всю поверхность трубы в ручном режиме практически невозможно. При таком режиме контроля возможен пропуск мест, где толщина покрытия может быть меньше допустимого значения. Для снижения вероятности брака по толщине покрытия заводы-производители труб идут на заведомое увеличение толщины покрытия. Однако при этом значительно увеличвается расход дорогостоящего материала покрытия, что заметно повышает себестоимость продукции.
Радикальным решением проблемы снижения себестоимости труб с покрытием является обеспечение сплошного контроля толщины защитного покрытия в процессе его нанесения. Первым российским предприятием, которое просчитало выгоду от такого контроля, был Челябинский трубопрокатный завод. В результате ЗАО НИИИН МНПО «Спектр» по техническому заданию ОАО «Челябинский трубопрокатный завод» и совместно с самим заводом разработали, изготовили и внедрили в линию нанесения защитных покрытий на трубы автоматизированную установку - магнитный толщиномер МТП-10П.
Принцип действия толщиномера основан на магнитостатическом методе измерения толщины покрытий. Блок измерительных преобразователей состоит из четырех каналов и расположен на выходе камеры охлаждения. Его конструкция такова, что при вращательно-поступательном движении трубы обеспечивается сплошной контроль всей ее поверхности (рис. 1). Установка состоит из собственно толщиномера и устройства автоматики.
Устройство автоматики, разработанное и изготовленное заказчиком, обеспечивает установку блока измерительных преобразователей на поверхность трубы с учетом ее диаметра и подъем блока при прохождении разрыва труб.
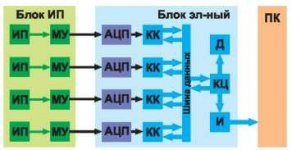
Толщиномер состоит из блока измерительных преобразователей, электронного блока и персонального компьютера. Структурная схема толщиномера представлена на рис. 2. Прибор имеет четыре идентичных измерительных канала. В блоке измерительных преобразователей (блок ИП) находятся, соответственно, четыре преобразователя ИП и масштабирующие усилители МУ. Каждый измерительный преобразователь ИП, в свою очередь, состоит из постоянного магнита и схемы с преобразователем Холла, измеряющим индукцию магнитного поля в зазоре между магнитом и стальной поверхностью трубы. Схема также содержит блок термокомпенсации системы «постоянный магнит-преобразователь Холла», которая практически полностью исключает температурный дрейф системы в широком диапазоне изменений температуры окружающей среды. Масштабирующие усилители МУ преобразуют диапазоны изменений выходных напряжений соответствующих преобразователей Холла под динамические диапазоны аналого-цифровых преобразователей АЦП, расположенных в электронном блоке. Оцифрованные сигналы со всех АЦП поступают одновременно на соответствующие контроллеры каналов КК. Эти контроллеры преобразуют входные сигналы в значения измеренной толщины покрытия, а также по специальному алгоритму обнаруживают сварные швы на трубе и отдельно вычисляют значения толщины покрытия на шве. Такая процедура необходима в связи с тем, что в соответствии с техническими требованиями на покрытия на сварном шве допускается толщина покрытия на 0,5 мм меньше, чем на теле трубы. Выходы всех контроллеров каналов КК через единую шину данных объединены с центральным контроллером КЦ, который собирает данные о всех результатах контроля и выдает текущие значения толщины на цифровой дисплей Д электронного блока, а также через интерфейс И передает полную информацию в персональный компьютер ПК. В качестве интерфейса используется РБ485.
Такая архитектура толщиномера позволяет получить высокое быстродействие прибора (менее 1 мс на одно измерение), что исключает пропуск сварного шва и обеспечивает точное измерение минимального значения толщины на этом шве.
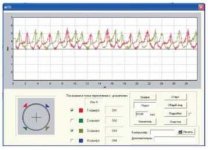
Дисплей Д электронного блока используется в основном только для проверки правильности настройки пределов измерений толщиномера, которая выполняется раз в смену. Персональный компьютер установлен в кабине оператора, управляющего процессом нанесения покрытия. При этом оператор по информации на дисплее компьютера в реальном времени может отслеживать процесс изменения толщины покрытия по всей поверхности трубы. Информация о толщине покрытия на сварном шве индицируется отдельно.
Для удобства восприятия вся информация о толщине представляется в графическом виде как пространственная развертка с указанием порогового значения минимально допустимой толщины. Это позволяет оператору корректировать технологический процесс нанесения толщины и обеспечивать ее значения в пределах допуска с минимальным запасом. Значительная экономия дорогостоящего материала покрытия в этом случае очевидна, и все затраты на внедрение такого толщиномера окупаются уже через несколько месяцев его эксплуатации.
Необходимо войти для просмотра
Бакунов Александр Сергеевич
Заведующий отделом электромагнитной технической диагностики металлоизделий
ЗАО «Научно-исследовательский институт интроскопии МНПО «Спектр», г. Москва,
к. т. н., специалист III уровня по магнитному и вихретоковому методам.
Надежность магистральных трубопроводов существенно зависит от качества защитных покрытий. Сегодня в качестве изоляции применяют, как правило, полимерные покрытия, толщина которых должна быть не менее 3 мм. Покрытие на новые трубы наносится уже на трубопрокатных заводах, где оно подвергается тщательному контролю качества, в том числе и по толщине. Поэтому при строительстве трубопроводов сплошной контроль качества изоляции не требуется. Однако такая задача стоит при замене изоляции на действующих трубопроводах, находящихся в эксплуатации в течение многих лет.
Статья посвящена проведению сплошного контроля толщины изоляционного покрытия как на новых трубах в процессе его нанесения на трубопрокатных заводах, так и на действующих трубопроводах при их ремонте и переизоляции.
Контроль толщины защитных покрытий на трубах проводят, в основном, с помощью ручных портативных толщиномеров. В первую очередь, это индукционные толщиномеры, работающие на низких частотах [1]. Конкуренцию им составляют магнитостатические толщиномеры [1], в частности, магнитный толщиномер защитных покрытий МТП-01 [2]. К их достоинствам следует отнести простоту схемного решения, а, следовательно, более высокую надежность приборов. В то же время современные преобразователи Холла, используемые в качестве измерителей индукции магнитного поля в зазоре между магнитом измерительного преобразователя и поверхностью основания, обеспечивают высокую точность и стабильность измерений как во времени, так и в широком диапазоне изменения температуры окружающей среды и ОК. Кроме того, магнитостатические толщиномеры в отличие от индукционных могут измерять толщину и электропроводящих немагнитных покрытий, так как они не создают вихревых токов в изделии.
Основным недостатком любых ручных толщиномеров является выборочный контроль толщины покрытия в отдельных точках, так как просканировать всю поверхность трубы в ручном режиме практически невозможно. При таком режиме контроля возможен пропуск мест, где толщина покрытия может быть меньше допустимого значения. Для снижения вероятности брака по толщине покрытия заводы-производители труб идут на заведомое увеличение толщины покрытия. Однако при этом значительно увеличвается расход дорогостоящего материала покрытия, что заметно повышает себестоимость продукции.
Радикальным решением проблемы снижения себестоимости труб с покрытием является обеспечение сплошного контроля толщины защитного покрытия в процессе его нанесения. Первым российским предприятием, которое просчитало выгоду от такого контроля, был Челябинский трубопрокатный завод. В результате ЗАО НИИИН МНПО «Спектр» по техническому заданию ОАО «Челябинский трубопрокатный завод» и совместно с самим заводом разработали, изготовили и внедрили в линию нанесения защитных покрытий на трубы автоматизированную установку - магнитный толщиномер МТП-10П.
Принцип действия толщиномера основан на магнитостатическом методе измерения толщины покрытий. Блок измерительных преобразователей состоит из четырех каналов и расположен на выходе камеры охлаждения. Его конструкция такова, что при вращательно-поступательном движении трубы обеспечивается сплошной контроль всей ее поверхности (рис. 1). Установка состоит из собственно толщиномера и устройства автоматики.
Необходимо войти для просмотра
Рис. 1. Внешний вид блока преобразователей МТП-10П
Рис. 1. Внешний вид блока преобразователей МТП-10П
Устройство автоматики, разработанное и изготовленное заказчиком, обеспечивает установку блока измерительных преобразователей на поверхность трубы с учетом ее диаметра и подъем блока при прохождении разрыва труб.
Толщиномер состоит из блока измерительных преобразователей, электронного блока и персонального компьютера. Структурная схема толщиномера представлена на рис. 2. Прибор имеет четыре идентичных измерительных канала. В блоке измерительных преобразователей (блок ИП) находятся, соответственно, четыре преобразователя ИП и масштабирующие усилители МУ. Каждый измерительный преобразователь ИП, в свою очередь, состоит из постоянного магнита и схемы с преобразователем Холла, измеряющим индукцию магнитного поля в зазоре между магнитом и стальной поверхностью трубы. Схема также содержит блок термокомпенсации системы «постоянный магнит-преобразователь Холла», которая практически полностью исключает температурный дрейф системы в широком диапазоне изменений температуры окружающей среды. Масштабирующие усилители МУ преобразуют диапазоны изменений выходных напряжений соответствующих преобразователей Холла под динамические диапазоны аналого-цифровых преобразователей АЦП, расположенных в электронном блоке. Оцифрованные сигналы со всех АЦП поступают одновременно на соответствующие контроллеры каналов КК. Эти контроллеры преобразуют входные сигналы в значения измеренной толщины покрытия, а также по специальному алгоритму обнаруживают сварные швы на трубе и отдельно вычисляют значения толщины покрытия на шве. Такая процедура необходима в связи с тем, что в соответствии с техническими требованиями на покрытия на сварном шве допускается толщина покрытия на 0,5 мм меньше, чем на теле трубы. Выходы всех контроллеров каналов КК через единую шину данных объединены с центральным контроллером КЦ, который собирает данные о всех результатах контроля и выдает текущие значения толщины на цифровой дисплей Д электронного блока, а также через интерфейс И передает полную информацию в персональный компьютер ПК. В качестве интерфейса используется РБ485.
Необходимо войти для просмотра
Рис. 2. Структурная схема толщиномера МТП-10П
Рис. 2. Структурная схема толщиномера МТП-10П
Такая архитектура толщиномера позволяет получить высокое быстродействие прибора (менее 1 мс на одно измерение), что исключает пропуск сварного шва и обеспечивает точное измерение минимального значения толщины на этом шве.
Дисплей Д электронного блока используется в основном только для проверки правильности настройки пределов измерений толщиномера, которая выполняется раз в смену. Персональный компьютер установлен в кабине оператора, управляющего процессом нанесения покрытия. При этом оператор по информации на дисплее компьютера в реальном времени может отслеживать процесс изменения толщины покрытия по всей поверхности трубы. Информация о толщине покрытия на сварном шве индицируется отдельно.
Для удобства восприятия вся информация о толщине представляется в графическом виде как пространственная развертка с указанием порогового значения минимально допустимой толщины. Это позволяет оператору корректировать технологический процесс нанесения толщины и обеспечивать ее значения в пределах допуска с минимальным запасом. Значительная экономия дорогостоящего материала покрытия в этом случае очевидна, и все затраты на внедрение такого толщиномера окупаются уже через несколько месяцев его эксплуатации.