Что такое настройка чувствительности и для чего она нужна? Вроде бы мы все это знаем и часто делаем, но тем не менее повторим чтобы сверить наши взгляды.
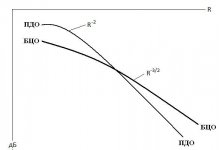
Дефектоскоп позволяет увидеть или выявить несплошность, но для оценки опасности необходимы ее размеры, желательно более-менее точные геометрические параметры. Амплитудная технология контроля может не так много в этом смысле. Но совершенно очевидно: амплитуда сигнала зависит от размера несплошности (но не только!), и, как правило, чем больше несплошность тем больше амплитуда. На самом деле здесь есть некоторые ограничения и волновые эффекты, приводящие к обратному, но пока проигнорируем эти сложности. Понятно, что сама по себе амплитуда сигнала говорит о размере несплошности не так много: если сигнал большой, то несплошность тоже большая, если сигнал маленький возможны варианты. Зато основываясь на указанном постулате мы можем сравнивать полученный сигнал с некоторым известным нам заранее, который мы получили от некой эталонной несплошности. Такой несплошностью могут быть не только, воспроизводимые инструментально, но и реальные несплошности, которые по своим размерам являются критическими для надежной эксплуатации сварного соединения. Далее как бы все просто: если сигнал от выявленной несплошности превышает сигнал от нашей критической (эталонной), то мы считаем несплошность опасной т.е. дефектом, а если не превышает, то допустимой несплошностью. Ну вот это, собственно, фабула УЗК. На заре зарождения контроля в качестве такой эталонной несплошности использовали зарубку. Оператор делал такую зарубку непосредственно на объекте контроля и все найденные несплошности соотносил с сигналом от этой зарубки. Размеры зарубки выбирались исходя из размеров критического непровара (для V-образной разделки). Наверное, зарубка была выбрана потому, что хорошо имитировала непровар, трещину и была легко воспроизводимой непосредственно на объекте контроля. При этом, ни о какой метрологии речи не было. А далее оказалось следующее. Сигналы от одной и той же зарубки, но выполненные на объектах с разной толщиной были разные. Поэтому если объект толстый, то сигнал от небольшой несплошности мог существенно превышать амплитуду сигнала от зарубки (зарубка только на поверхности), а если эта же несплошность лежела глубже, например, около дна, рядом с зарубкой, то сигнал был меньше эталонного. Чтобы устранить явную зависимость от толщины предлагалось выполнить несколько образцов разной толщины и сравнивать выявленную несплошность с сигналом зарубки в образце с толщиной равной глубине залегания несплошности. Отсюда пошли ВРЧ и DAC (хотя тогда так не называли). На этом этапе специально настраивать чувствительность дефектоскопа не было необходимости- все решалось сравнением с реальной зарубкой, хотя уже выполненной в специальном образце. Дальше все развивалось вширь и вглубь. Были исследованы и предложены разные отражатели. У всех были плюсы и минусы. Тогда (у нас и в Европе) предпочтение было отдано двум- традиционной зарубке и плоскодонному отражателю. Наверное, не последнюю роль в выборе плоскодонки сыграло то, что зависимость амплитуды от глубины залегания у нее такая же как и у зарубки. Оба эти отражателя являются плоскостными, т.е. представляют или точнее имитируют наиболее опасный вид несплошности. Здесь, возможно, следует пояснить следующее. Предположим мы хотим взять в качестве критической несплошности БЦО. С точки зрения контроля ничего для оператора не поменяется: у него есть образец с отверстиями на разной глубине, по ним легко настроить браковочный уровень (тот же DAC) и вперед. Возникает вопрос, а что меняется с точки зрения выявляемости при таких подходах. На рисунке 1 представлены две кривые (DAC)- одна построена для БЦО, а вторая для плоскодонки. Этот рисунок просто качественный пример. Кривая DAC для плоскодонки являет собой соответствующую кривую из семейства АРД-диаграмм. Следует отметить, что уменьшение амплитуды сигнала, на одиноковом диапазоне толщин, у ПДО несколько больше чем у БЦО. Какая кривая лучше? Без конкретизации задач вопрос бессмысленный. Из беглого анализа понятно, что в области малых толщин по кривой БЦО будут забракованы некоторые несплошности, которые при настройке по ПДО будут считаться допустимыми. И наоборот, при большой глубине залегания несплошности по кривой ПДО будет забраковано больше чем по БЦО. В общем классические ошибки первого и второго рода ( риск производителя и риск потребителя). Насколько значимы эти различия, точно никто сказать не может и значимы ли они вообще. В качестве иллюстрирующего примера на рисунке 2 приведен фрагмент статьи «АРД диаграммы. Где правда?» из журнала «В мире НК» (№3, март 1999г.), где показаны различия в АРД диаграммах по версиям различных НТД (заметьте- ведущих НТД). Так различия достигают 12 дБ. И эти, в общем-то, немалые отличия особенно в глаза никому не бросались. Хотя проверить все это на образцах, казалось бы, было несложно. Так ведь дело в том, что на образцах все и проверялось (вот вам и образцы с плоскодонкой).
Некоторым аргументом в пользу ПДО служил тот факт, что оно моделировало (имитировало) плоскостной отражатель- трещину, несплавление по кромкам. Казалось бы используя АРД мы устраним зависимость от глубины залегания и всегда будем правильно браковать трещиноподобную несплошность. Но так здорово при реальном контроле никогда не получается- неровная поверхность несплошности и ее неизвестная ориентация на нет сводят изложенные соображения. За несколько десятилетий практики оказалось, что определять опасность несплошности целесообразней не столько по отражающей способности сколько по ее протяженности ( к слову сказать, сейчас появилось много конструкционных методов определения размеров, но пока дорого и громоздко). Поэтому идея использовать более технологичный отражатель для задания кривой DAC, т.е. по сути уровня опоры для уровней оценки, регистрации и бракования, была реализована во многих современных НТД Европейского сообщества, но не только,- эта идея и ее реализация присутствует и в ГОСТ 14782-86.
Таким образом, современная настройка чувствительности заключается в построении на экране дефектоскопа или в его электронных внутренностях кривой DAC. Какая это кривая расчетная или построенная экспериментально не очень важно можно и так и так (лишь бы все было правильно) или как регламентирует нормативный документ по УЗК. Какой отражатель используется для настройки этой кривой тоже для дефектоскописта вопрос второстепенный- какой заложен по тому и настраиваться (лишь бы он был в наличии). Но с точки зрения реализации настроечных процедур и сопоставления результатов у разных операторов и для разных СОП, конечно, БЦО вне конкуренции. Основные преимущества БЦО перед ПДО:
• Дешивизна и точность изготовления;
• Практически отсутствует зависимость от угла ввода, во всяком случае, в диапазоне плюс-минус 5 градусов от номинального угла ввода (обычно сам угол задается жестче);
Теперь я попробую ответить на вопросы, которые были заданы на форуме. Авторов вопросов я здесь не привожу, но при желании их можно установить по сообщениям.
«1) "размеры пластин могут НЕСКОЛЬКО отличаться" - НЕСКОЛЬКО это сколько. Отечественные НТД часто предписывают для преобразователей только частоту и угол ввода. Значит формально я могу применять ПЭП с пластиной Ф6 мм от АЛТЕС, а также Ф12 мм от ЭХО-Импульс, а могу применять с пластиной 5х10 от Крауткремера. Очевидно, что при настройке по БЦО 3 мм. это будут совсем разные амплитуды.»-
если Вы выбрали, например, настройку по БЦО (или ПДО) и настроили DAC, то соответственно амплитуды от этих БЦО, лежащих на разных глубинах, будут соответствовать DAC. Пусть так Вы настроили все свои преобразователи с раной площадью. А что будет если этими разными ПЭП получать отражение от другого типа отражателя, например, ПДО, т.е. получаем отражения от определенного ПДО для преобразователей с разными размерами пластин- как будут соотноситься амплитуды у этих ПЭП друг с другом. Так вот, все преобразователи должны показать отличие амплитуды от уровня DAC на одну и ту же величину в дБ ( больше или меньше кривой DAC зависит от размера и типа отражателя). Поэтому, в первом приближении, при контроле разными ПЭП мы должны получить одни и теже амплитудные характеристики несплошностей, т.е. от площади активного элемента ПЭП ничего не зависит. Но верно это только в первом приближении и только в дальней зоне. Реально отличия, конечно, будут, и очень существенные Вы сами можете их проанализировать при больших различиях в размерах пластин или разглядывая АРД диаграммы для отличных в размерых ПЭП (MWB и WB). Поэтому во многих инструкциях (но далеко не во всех) есть ограничение на характеристики ПЭП по размеру пластин, например, РД 34.17.302-97 (ОП 501 ЦД - 97): «Расчетная характеристика направленности поля излучения-приема fa должна быть в пределах 12-30 МГц*мм, где f - частота, а - радиус (полуширина) пьезоэлемента.». Допускается различие в линейных размерах пластин не боле 3 крат.
«- погрешность эхо-импульсного метода составляет уже 50 лет 2дБ. Во всяком случае так утверждают Классики УК. "(плюс, минус до 6 дБ в зависимости от условий)" это в 2 раза. Прибавить к этому погрешность метода 2 дБ получим 8 дБ. Это СЛИШКОМ много. Гораздо больше чем погрешность при настройке по зарубке.
Таким образом мы, мягко говоря, ничего не улучшаем. Надо придумать что-то получше»
Конечно, погрешности есть, и я думаю, что даже не 8 дБ, но использование БЦО уменьшает эту погрешность, причем существенно уменьшает. Я уже приводил выше пример погрешности по АРД (скорее это не погрешность, а промах). Не понятно, почему при настройке по зарубке погрешность будет меньше? Все процедуры остаются такими же для любого отражателя. Поэтому мы анализируем вклад погрешности только от самого отражателя (от его повторяемости). И зарубка ну никак не может считаться технологичным отражателем. Я уже ранее писал, что во время ее изготовления вдавливанием происходит разрыв металла и площадь зарубки увеличивается. Контролировать этот процесс сложно. Еще: попробуйте эксперементально постройте для себя коэффициент пересчета площади зарубки в площадь плоскодонки (в ГОСТ 14782-86 он приведен, но есть нюансы) и Вы сразу увидите, что есть место для заметной величины погрешности. Что мы улучшаем? Мы улучшаем комфорт в работе не ухудшая все остальные параметры, как минимум. Мне кажется, что для практических специалистов это очень важно. Изготовить один раз образец с отверстиями диаметром 3 мм скажем с шагом 10 мм до глубины 100 мм ну это просто смешно- любой молочный заводик может сделать (просверлить 10 отверстий). То же для плоскодонки, да на разные углы, а потом как то это проверить нужно (не поверить, а по-настоящему проверить)- кто это может сделать, и сколько это будет стоить? Плоскодонка нужных нам размеров инструментально не выполняется! То как мы пытаемся делать плоскодонки относится к области искусств. Пример с экспериментальными АРД диаграммами я приводил. Ну разве можно говорить, что мы ничего не улучшаем?
«Предельная чувствительность, основанная на ПДО и чувствительность на БЦО разные чувствительности и сравнивать или переводить одну в другую невозможно. Слишком разные зависимости амплитуды от глубины отражателя. Поэтому основной вопрос, это всетаки стабильность этолонирования»
Очевидно, речь идет о том, что зависимость амплитуды отраженного сигнала от БЦО и ПДО разные и, соответственно, разные кривые DAC. Да это верно у DAC, построенной по ПДО, угол наклона больше т.е. эти кривые не сопадают. Если количественно то зависимость ослабления сигнала выражается так, как это представлено на рисунке. Что следует из того, что зависимости разные? Например коды ASME построены на БЦО и пол мира, а может и больше, работает по этим кодам. Вы слышали неудовольствие по отношению к этим нормативам? Я не слышал, только наоборот все больше заводов переходят на работу по этим кодам. А вот скандальчики по поводу правильности настройки по ПДО я слышу периодически. Причем они объективные (все поверено, а факт существенного расхождения есть). Предельная чувствительность это величина выраженная в квадратных мм и эквивалентна ПДО соответствующего диаметра. Что касается перевода, пересчета или сравнения ПДО с БЦО, то это давно уже сделано и присутствует в ГОСТ 14782-86, приложение 6 (SKH-диаграммы). Разными чувствительности быть не могут, например, у дефектоскопа чувствительность заложена конструктивно. Наверное, имеется ввиду чувствительность к изменению размеров отражателя (не очень это корректно терминологически, но понятно). Не хочется повторять, то, что я уже написал выше.
«Зависимость амплитуды от площади пластины есть для всех отражателей, начиная о бесконечной плоскости. Просто площадъ "съема" энергии больше. И в этом смысле различие ПДО и БЦО несущественно. Там, где БЦО берет длиной, ПДО берет более широкой индикатриссой рассеяния, и чем меньше размер тем она шире. Т.е. опять не так существенно при контроле.
Или я ошибаюсь?»
Зависимость амплитуды от площади пластины, конечно, есть. В дальней зоне для компактной несплошности амплитуда отраженного сигнала тем больше чем больше размер пластины (меньше расхождение пучка). Но это только для дальней зоны, при практическом контроле часто УЗК ведется в переходной зоне и там все по-другому. Различие между ПДО и БЦО заключается в разных законах ослабления отраженного сигнала (как на рисунке). Но это практически никак не влияет на качество контроля, существуют методы и способы отбраковывать наиболее опасные несплошности более осмысленно, чем просто по амплитуде сигнала.
«Тогда все окончательно запуталось. Сравнить предельную с условной можно только в одной точке и после этого работать только по АРД диаграммам. Подождем, вопрос все-таки очень интересный.»
Попробую так. Сравнивать ничего не нужно, в этом нет никакого смысла. Предельная чувствительность это, собственно, браковочный уровень или максимально допустимая несплошность по эквивалентной площади отражения. Условная -это вообще из той жизни: вам необходимо усиление прибора выставить так как при настройке по образцам, а чтобы не брать с собой тяжелые образцы придумали, например, СО-1- вы запоминаете амплитуду от какого-то отверстия и потом (после того как первоначальная настройка была сбита или утрачена) получив сигнал от этого отверстия в СО-1 устанавливаете усиление до заданной величины (как было первоначально при настройке по образцам) и после этого чувствительность дефектоскопа такая же, как и была настроена по образцам. Сейчас этой процедурой, наверное, никто не пользуется. Мы всегда работаем по DAC кривым (это может быть кривая АРД) даже если она построена по двум точкам и, собственно, по какому отражателю была построена эта кривая, для процесса контроля не имеет большого значения. Иногда DAC кривые задаются в виде графика или таблицы, то после того как Вы перенесли эти данные в прибор необходимо правильно установить уровень усиления прибора, чтобы эта кривая соответствовала реальным значениям (иначе амплитуды сигналов будут на какое то количество дБ выше или ниже этой кривой, в зависимости как накручено усиление). Обычно этот процесс заключается в получении сигнала от СО (отверстия 6 мм, двугранного угла, от цилиндрической поверхности- все возможно) и установке величины этого сигнала на определенном уровне (например, 80% высоты экрана). Для ПДО мы можем пользоваться термином предельная чувствительность. Для БЦО предельная чувствительность в квадратных мм лишена смысла- уровнем бракования является кривая построенная на отражении от БЦО (диаметр постоянный).
Нет. БЦО - это боковушка. Наш коллега считает, что предельную чувствительность лучше настраивать по БЦО. Я считаю, что настроечный отражатель должен быть компактным, но не зарубка, т. к. одинаковые зарубки изготовить сложно. И еще: СОПы надо аттестовывать не по геометрическим размерам, а по амплитуде отраженного сигнала, иначе большая погрешность при настройке получается. Вертикалку упомянули вскользь, как возможный вариант, но всерьез еще не обсуждали.
Да БЦО это лучшее из возможного ( только предельная чувствительность здесь возможна по ее смыслу, скажем предельной чувствительностью, в этом случае, будем называть максимальный диаметр БЦО). Я здесь не первый и скорее я даже не здесь. Это просто факт, понимание которого несколько затянулось на наших просторах. Ну да, у нас такие нормативные документы. Ну что тут сказать и автомобили у нас такие, и дороги, и еще много чего. Безусловно, написание НТД это не задача дефектоскописта, но форум же не только для непосредственных операторов УЗК, но и для тех, кто влияет, формирует техническую политику. Трудности с ПДО были известны всегда. Как то эту проблему нивелировали зарубки. Их сравнительно легко было изготовить и пересчитать в ПДО (по ГОСТ 14782-86). Но технология изготовления зарубок опять не так проста и если кто сталкивался с этой проблемой, то знает, что разбросы бывают совсем не детские- разница легко превышает 6 дБ. Тем не менее, кроме зарубок ничего не оставалось. Осознавая все эти сложности с отражателями, например, разработчики ПНАЭ-Г7-030 директивно закрепили использование АРД диаграмм для толщин больше 12 мм и в этом же документе привели необходимые диаграммы (для конкретных ПЭП). Технологичность, точность и воспроизводимость изготовления БЦО всегда подкупала. В частности, в ГОСТ 14782-86 была сделана попытка предложить настройку кривых АРД по БЦО. В приложении 6 представлена формула расчета SKH диаграмм, которые устанавливали связь между БЦО и ПДО для разных размеров и глубин залегания. Проще говоря- мы можем определить расчетным путем эквивалентную отражающую способность БЦО для заданного диаметра и глубины. Таким образом, для заданной предельной чувствительности не трудно рассчитать диметры и глубины залегания БЦО, затем эти БЦО изготовить в образце (диаметры БЦО будут разными и будут зависеть от глубины) и по ним построить кривую АРД (для заданной предельной чувствительности). Правда все так сделать в лоб наталкивается на трудности, например, при небольшой эквивалентной площади отражения диаметры БЦО становятся тоже маленькими и появляются артефакты, которые затрудняют настройку. Вертикальные БЦО также рассматривались с целью использовать их в качестве контрольных отражателей. И кое-где они прижились. В целом, использовать такие отражатели несколько сложнее, чем обычные БЦО. У них есть существенная зависимость от угла ПЭП и необходимо изготавливать образцы с разной толщиной. Кроме всего, эти отражатели не были разрешены ГОСТ 14782-86.
«Угол призмы регламентировали, как главный угол в соответствии с ГОСТ 14782-76!!! года (если не ошибаюсь). Позже угол призмы заменили на угол ввода по Ст3, 20. Верно, в других материалах и в прокате скорость может отличаться. Соответственно может отличаться и реальный угол ввода в объекте контроля. Действительно, под каким углом делать ПДО, вопрос?
Честно говоря, редко сталкивался с ПДО и не задумывался над этим вопросом. Но можно сделать вывод, что с таким отражателем тоже проблемы. Значит отражатель должен быть компактным и ненаправленным. Какие еще варианты у нас остались?»
В отношении ПДО все правильно. Потому эти ПДО мало у кого были. Про особенности отражателей мы здесь уже говорили. Совсем не обязательно, чтобы отражатель был направленный и компактный. Для КО главное повторяемость, технологичность в изготовлении и удобство в использовании. Варианты, конечно, возможны, но не похоже, что лучше и не в лоб. Появились другие подходы к оценке размеров, например, тот же TOFD позволяет не только измерять размеры несплошностей, но и выявляет несплошности, по крайней мере, не хуже.
 3
3