Прошу совета мудрых и умных дефектоскопистов. Производство металлоконструкции. Имеется необходимость осуществить УЗ контроль сварного стыкового шва толщиной 16мм. Проектировщик для проведения НК ссылается на НТД 23118, СП53-101-98, СП70.13330.2012(Монтаж). В НТД 23118, и СП53 нет критерий оценки дефектов УЗК. В СП70.13330.2012 в таблице 10.10 указано: "Браковочная эквивалентная площадь одиночного дефекта,* мм, не более" для моей толщины равна 6мм2. Вопрос, при настройке по СОП на зарубку равной 6мм2, будет ли это считаться браковочной эквивалентной площадью? Возможно я не правильно трактую СП70.
Вы используете устаревший браузер. Этот и другие сайты могут отображаться в нём некорректно.
Вам необходимо обновить браузер или попробовать использовать другой.
Вам необходимо обновить браузер или попробовать использовать другой.
Стальные строительные конструкции. Эквивалентная площадь дефекта.
- Автор темы N24
- Дата начала
Ответить

совет такой, если контроль внутренний и никаких протоколов вы не пишите, то берете и настраивайтесь ничего не пересчитывая. особой разницы не будет. возьмете угол ввода 70 градусов и будет нормально. совет второй, надо все-таки основные моменты теории подучить, так работать нельзя, просто нужно для собственного комфорта.
найдите отличия:cry-smile:
(с)https://www.youtube.com/watch?v=P6R81oBevTg

1. А Вы уверены, что в НТД 23118 нет критериев браковки для УЗК? В ГОСТе 23118 их нет, но если проектировщик написал НТД 23118, может он что-то знает об этом документе?!
2. Если проектировщик ссылается на СП 70.13330 при проведении монтажных работ, то и пользоваться этим документом надо при проведении монтажных работ
3. Обращаю Ваше внимание, что в СП 53-101-98 есть следующие пункты:
12.26 "......Контроль должен осуществляться на основании требований соответствующих стандартов и нормативно-технической документации. Заключение по результатам контроля должно быть подписано дефектоскопистом, аттестованным на уровень не ниже 2-го разряда...."
12.27 Сварные швы, для которых требуется контроль с использованием физических методов (ультразвукового, капиллярного, механических испытаний и др.), и объем такого контроля должны быть отмечены в проектной документации в соответствии с требованиями стандарта предприятия, разрабатывающего чертежи.
Я бы запросил у проектировщика:
1. "Сварные швы, для которых требуется контроль с использованием физических методов (ультразвукового, капиллярного, механических испытаний и др.), и объем такого контроля ..."
2. По какому именно из ".... соответствующих стандартов и нормативно-технической документации...." проводить контроль
Правда упоминается 2ой уровень, а Вы не знаете разницу между физической площадью углового отражателя и эквивалентной площадью, что настораживает.....
4. Откройте ГОСТ 14782 и/или ГОСТ Р 55724-2013 и посмотрите на формулу Sп=N*S1 или Sп=N*Sу
Sп - это предельная чувствительность или эквивалентная площадь
S1 или Sу - площадь зарубки
Они связаны каким-то коэффициентом.....
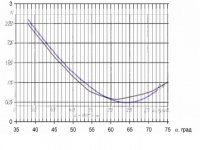
Мне больше всего для нахождения этого коэффициента нравится ОСТ 36-75-83, но если Вы указываете, что контроль проводите по ГОСТ Р 55724, то и график надо брать оттуда.
Если для толщины 16мм Вы используете угол ввода 65 градусов, тогда для того, чтобы настроить браковочный уровень 6мм2, Вам надо изготовить угловой отражатель (зарубку) площадью Sу=6мм2/N
Получаем 12мм2 для ОСТ и ГОСТ 14782 и 6мм2/0,6=10мм2 для ГОСТ Р 55724-2013
А вот, если возьмете 70 градусов, то Sу=6мм2/0,75=8мм2 без разницы по какому графику.
Для проверяющего надо, чтобы на СОПе была указана толщина 16мм и НТД - СП 70.13330-2012 (если проектировщик укажет этот докУмент), практика показывает, что можно взять 10 идентичных образцов вроде бы с одинаковой зарубкой и получить разброс амплитуд 6-8 дБ, поэтому коллеги и посоветовали Вам настраиваться по 6мм2.......
Прошу прощения за моё неумение выражать мысли правильно. В первом вопросе моя ошибка, имелся ввиду ГОСТ 23118-2019, и в нем нет критериев браковки, также как и в СП53-101-98. Остается СП70.13330.2012, но он относится все таки к монтажу м.к., и к производству отношения не имеет. Проектировщик очень намекает использовать данный документ СП70.13330.2012. А в нем не указано, либо я по своей не опытности не понимаю, что указано в графе браковочной экв. площади ПДО, или же зарубка? Отсюда столь глупый вопрос.
3.1.33 эквивалентная площадь несплошности: Площадь плоскодонного искусственного отражателя, ориентированного перпендикулярно акустической оси преобразователя и расположенного на
том же расстоянии от поверхности ввода, что и несплошность, при которой значения сигнала акустического прибора от несплошности и отражателя равны.
и
Sn = N * Sy,
где Sy — площадь углового отражателя;
N — коэффициент, значения которого для стали, алюминия и его сплавов, титана и его сплавов
приведены на рисунке 22
а в табл. 1.10 СП70.13330.2012 написано про эквивалентную площадь. Стало быть эквивалентную площадь зарубки надо пересчитывать в зависимости от угла ввода применяемого ПЭП. А засада в том, что в СП70.13330.2012 про выбор параметров ПЭП ничего нет. Надо другие документы смотреть. Момент тонкий. Для стыкового шва 16 мм, чтобы дотянуться до корня прямым осевым лучом (требования ГОСТ Р 55724) возможны углы в диапазоне 60 - 70 градусов. Многое Вам уже Kaktus_SPb подсказал. Вы не указали типы сварных соединений. Тут есть нюансы. Если ориентироваться на выявление несплавлений по кромке, а они очень вероятны при полуавтоматической сварке, угол ввода весьма желательно выбрать исходя из угла разделки кромок, чтобы осевой луч был перпендикулярен кромке. Это важный методический момент для достоверности контроля. Если одна из кромок перпендикулярная, понадобится более сложная схема контроля, например, тандем. Но проектировщики почти всегда не парятся насчет тонкостей и толстостей контроля
Благодарю вас всех за столь развернутый ответ. Угол ввода 65 градусов, шов С21. Контроль проводится практически всегда формально, либо не проводится совсем. Требования к выявляемости дефектов, так же как и к проверке результатов дефектоскопического контроля отсутствует. Тут более моя личная инициатива и желание обучаться. Наставников физических нету, кто бы мог что ни будь дельное посоветовать. Еще раз большое спасибо.

Один из вероятных дефектов - недовыпиленный шлак или непровар в корне. Выявляется при положении ПЭП близко к шву. В прямом луче, глубина около 14-12 мм. Другая особенность - при высоком и корявеньком обратном усилении может возникать ложный сигнал с координатой по глубине примерно полторы толщины или чуть больше. В меню дефектоскопа лучше толщину объекта отключить (обнулить), чтобы не путала и глубина в отраженном луче не отсчитывалась от поверхности, а продолжалась. У этого ложного сигнала координата Х получается за швом
А еще бывают несплавления с кромками. Там выявляемость хорошая. И много чего еще там бывает
А ГОСТ Р 55724 перечитать не пробовалиВопрос, при настройке по СОП на зарубку равной 6мм2, будет ли это считаться браковочной эквивалентной площадью? Возможно я не правильно трактую СП70.
Зайдуллин РИшат
Дефектоскопист всея Руси
- Регистрация
- 10.02.2015
- Сообщения
- 2,248
- Реакции
- 611
Есть еще СДОС-11-2005 "Методические рекомендации о порядке проведения ультразвукового контроля металлических конструкций технических устройств, зданий и сооружений".
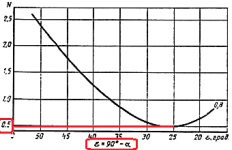
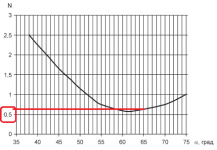
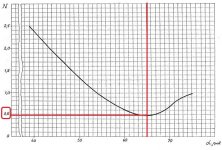
если на зарубку настроится по ее максимальному сигналу, то амплитуда этого сигнала будет браковочным уровнем только для угла ввода, примерно, 53 градуса, а для всех остальных не будет. можно использовать сигнал от любой зарубки как опорный и от него уже выставить тот, который соответствует требуемой эквивалентной площади по СП70.13330.2012.Вопрос, при настройке по СОП на зарубку равной 6мм2, будет ли это считаться браковочной эквивалентной площадью?
совет такой, если контроль внутренний и никаких протоколов вы не пишите, то берете и настраивайтесь ничего не пересчитывая. особой разницы не будет. возьмете угол ввода 70 градусов и будет нормально. совет второй, надо все-таки основные моменты теории подучить, так работать нельзя, просто нужно для собственного комфорта.
:drinks:совет такой, если контроль внутренний и никаких протоколов вы не пишите, то берете и настраивайтесь ничего не пересчитывая.
найдите отличия:cry-smile:
Вложения

"Сначала выбирай, потом голосуй. Разницы не будет, но ты не комплексуй"особой разницы не будет
(с)https://www.youtube.com/watch?v=P6R81oBevTg
Kaktus_SPb
Дефектоскопист всея Руси
Прошу совета мудрых и умных дефектоскопистов. Производство металлоконструкции. Имеется необходимость осуществить УЗ контроль сварного стыкового шва толщиной 16мм. Проектировщик для проведения НК ссылается на НТД 23118, СП53-101-98, СП70.13330.2012(Монтаж). В НТД 23118, и СП53 нет критерий оценки дефектов УЗК. В СП70.13330.2012 в таблице 10.10 указано: "Браковочная эквивалентная площадь одиночного дефекта,* мм, не более" для моей толщины равна 6мм2. Вопрос, при настройке по СОП на зарубку равной 6мм2, будет ли это считаться браковочной эквивалентной площадью? Возможно я не правильно трактую СП70.
1. А Вы уверены, что в НТД 23118 нет критериев браковки для УЗК? В ГОСТе 23118 их нет, но если проектировщик написал НТД 23118, может он что-то знает об этом документе?!
2. Если проектировщик ссылается на СП 70.13330 при проведении монтажных работ, то и пользоваться этим документом надо при проведении монтажных работ
3. Обращаю Ваше внимание, что в СП 53-101-98 есть следующие пункты:
12.26 "......Контроль должен осуществляться на основании требований соответствующих стандартов и нормативно-технической документации. Заключение по результатам контроля должно быть подписано дефектоскопистом, аттестованным на уровень не ниже 2-го разряда...."
12.27 Сварные швы, для которых требуется контроль с использованием физических методов (ультразвукового, капиллярного, механических испытаний и др.), и объем такого контроля должны быть отмечены в проектной документации в соответствии с требованиями стандарта предприятия, разрабатывающего чертежи.
Я бы запросил у проектировщика:
1. "Сварные швы, для которых требуется контроль с использованием физических методов (ультразвукового, капиллярного, механических испытаний и др.), и объем такого контроля ..."
2. По какому именно из ".... соответствующих стандартов и нормативно-технической документации...." проводить контроль
Правда упоминается 2ой уровень, а Вы не знаете разницу между физической площадью углового отражателя и эквивалентной площадью, что настораживает.....
4. Откройте ГОСТ 14782 и/или ГОСТ Р 55724-2013 и посмотрите на формулу Sп=N*S1 или Sп=N*Sу
Sп - это предельная чувствительность или эквивалентная площадь
S1 или Sу - площадь зарубки
Они связаны каким-то коэффициентом.....
Мне больше всего для нахождения этого коэффициента нравится ОСТ 36-75-83, но если Вы указываете, что контроль проводите по ГОСТ Р 55724, то и график надо брать оттуда.
Если для толщины 16мм Вы используете угол ввода 65 градусов, тогда для того, чтобы настроить браковочный уровень 6мм2, Вам надо изготовить угловой отражатель (зарубку) площадью Sу=6мм2/N
Получаем 12мм2 для ОСТ и ГОСТ 14782 и 6мм2/0,6=10мм2 для ГОСТ Р 55724-2013
А вот, если возьмете 70 градусов, то Sу=6мм2/0,75=8мм2 без разницы по какому графику.
Для проверяющего надо, чтобы на СОПе была указана толщина 16мм и НТД - СП 70.13330-2012 (если проектировщик укажет этот докУмент), практика показывает, что можно взять 10 идентичных образцов вроде бы с одинаковой зарубкой и получить разброс амплитуд 6-8 дБ, поэтому коллеги и посоветовали Вам настраиваться по 6мм2.......
Вложения
1. А Вы уверены, что в НТД 23118 нет критериев браковки для УЗК? В ГОСТе 23118 их нет, но если проектировщик написал НТД 23118, может он что-то знает об этом документе?!
2. Если проектировщик ссылается на СП 70.13330 при проведении монтажных работ, то и пользоваться этим документом надо при проведении монтажных работ
3. Обращаю Ваше внимание, что в СП 53-101-98 есть следующие пункты:
12.26 "......Контроль должен осуществляться на основании требований соответствующих стандартов и нормативно-технической документации. Заключение по результатам контроля должно быть подписано дефектоскопистом, аттестованным на уровень не ниже 2-го разряда...."
12.27 Сварные швы, для которых требуется контроль с использованием физических методов (ультразвукового, капиллярного, механических испытаний и др.), и объем такого контроля должны быть отмечены в проектной документации в соответствии с требованиями стандарта предприятия, разрабатывающего чертежи.
Я бы запросил у проектировщика:
1. "Сварные швы, для которых требуется контроль с использованием физических методов (ультразвукового, капиллярного, механических испытаний и др.), и объем такого контроля ..."
2. По какому именно из ".... соответствующих стандартов и нормативно-технической документации...." проводить контроль
Правда упоминается 2ой уровень, а Вы не знаете разницу между физической площадью углового отражателя и эквивалентной площадью, что настораживает.....
4. Откройте ГОСТ 14782 и/или ГОСТ Р 55724-2013 и посмотрите на формулу Sп=N*S1 или Sп=N*Sу
Sп - это предельная чувствительность или эквивалентная площадь
S1 или Sу - площадь зарубки
Они связаны каким-то коэффициентом.....
Мне больше всего для нахождения этого коэффициента нравится ОСТ 36-75-83, но если Вы указываете, что контроль проводите по ГОСТ Р 55724, то и график надо брать оттуда.
Если для толщины 16мм Вы используете угол ввода 65 градусов, тогда для того, чтобы настроить браковочный уровень 6мм2, Вам надо изготовить угловой отражатель (зарубку) площадью Sу=6мм2/N
Получаем 12мм2 для ОСТ и ГОСТ 14782 и 6мм2/0,6=10мм2 для ГОСТ Р 55724-2013
А вот, если возьмете 70 градусов, то Sу=6мм2/0,75=8мм2 без разницы по какому графику.
Для проверяющего надо, чтобы на СОПе была указана толщина 16мм и НТД - СП 70.13330-2012 (если проектировщик укажет этот докУмент), практика показывает, что можно взять 10 идентичных образцов вроде бы с одинаковой зарубкой и получить разброс амплитуд 6-8 дБ, поэтому коллеги и посоветовали Вам настраиваться по 6мм2.......
Прошу прощения за моё неумение выражать мысли правильно. В первом вопросе моя ошибка, имелся ввиду ГОСТ 23118-2019, и в нем нет критериев браковки, также как и в СП53-101-98. Остается СП70.13330.2012, но он относится все таки к монтажу м.к., и к производству отношения не имеет. Проектировщик очень намекает использовать данный документ СП70.13330.2012. А в нем не указано, либо я по своей не опытности не понимаю, что указано в графе браковочной экв. площади ПДО, или же зарубка? Отсюда столь глупый вопрос.
Опять же, ГОСТ Р 55724А в нем не указано, либо я по своей не опытности не понимаю, что указано в графе браковочной экв. площади ПДО, или же зарубка? Отсюда столь глупый вопрос.
3.1.33 эквивалентная площадь несплошности: Площадь плоскодонного искусственного отражателя, ориентированного перпендикулярно акустической оси преобразователя и расположенного на
том же расстоянии от поверхности ввода, что и несплошность, при которой значения сигнала акустического прибора от несплошности и отражателя равны.
и
Sn = N * Sy,
где Sy — площадь углового отражателя;
N — коэффициент, значения которого для стали, алюминия и его сплавов, титана и его сплавов
приведены на рисунке 22
а в табл. 1.10 СП70.13330.2012 написано про эквивалентную площадь. Стало быть эквивалентную площадь зарубки надо пересчитывать в зависимости от угла ввода применяемого ПЭП. А засада в том, что в СП70.13330.2012 про выбор параметров ПЭП ничего нет. Надо другие документы смотреть. Момент тонкий. Для стыкового шва 16 мм, чтобы дотянуться до корня прямым осевым лучом (требования ГОСТ Р 55724) возможны углы в диапазоне 60 - 70 градусов. Многое Вам уже Kaktus_SPb подсказал. Вы не указали типы сварных соединений. Тут есть нюансы. Если ориентироваться на выявление несплавлений по кромке, а они очень вероятны при полуавтоматической сварке, угол ввода весьма желательно выбрать исходя из угла разделки кромок, чтобы осевой луч был перпендикулярен кромке. Это важный методический момент для достоверности контроля. Если одна из кромок перпендикулярная, понадобится более сложная схема контроля, например, тандем. Но проектировщики почти всегда не парятся насчет тонкостей и толстостей контроля
Опять же, ГОСТ Р 55724
3.1.33 эквивалентная площадь несплошности: Площадь плоскодонного искусственного отражателя, ориентированного перпендикулярно акустической оси преобразователя и расположенного на
том же расстоянии от поверхности ввода, что и несплошность, при которой значения сигнала акустического прибора от несплошности и отражателя равны.
и
Sn = N * Sy,
где Sy — площадь углового отражателя;
N — коэффициент, значения которого для стали, алюминия и его сплавов, титана и его сплавов
приведены на рисунке 22
а в табл. 1.10 СП70.13330.2012 написано про эквивалентную площадь. Стало быть эквивалентную площадь зарубки надо пересчитывать в зависимости от угла ввода применяемого ПЭП. А засада в том, что в СП70.13330.2012 про выбор параметров ПЭП ничего нет. Надо другие документы смотреть. Момент тонкий. Для стыкового шва 16 мм, чтобы дотянуться до корня прямым осевым лучом (требования ГОСТ Р 55724) возможны углы в диапазоне 60 - 70 градусов. Многое Вам уже Kaktus_SPb подсказал. Вы не указали типы сварных соединений. Тут есть нюансы. Если ориентироваться на выявление несплавлений по кромке, а они очень вероятны при полуавтоматической сварке, угол ввода весьма желательно выбрать исходя из угла разделки кромок, чтобы осевой луч был перпендикулярен кромке. Это важный методический момент для достоверности контроля. Если одна из кромок перпендикулярная, понадобится более сложная схема контроля, например, тандем. Но проектировщики почти всегда не парятся насчет тонкостей и толстостей контроля
Благодарю вас всех за столь развернутый ответ. Угол ввода 65 градусов, шов С21. Контроль проводится практически всегда формально, либо не проводится совсем. Требования к выявляемости дефектов, так же как и к проверке результатов дефектоскопического контроля отсутствует. Тут более моя личная инициатива и желание обучаться. Наставников физических нету, кто бы мог что ни будь дельное посоветовать. Еще раз большое спасибо.
Колян2
Дефектоскопист всея Руси
Советская,а позднее и российская системы определения эквивалентных размеров ориентированы на ПДО.Это основа из которой затем путём расчётов и экспериментов получают размер другого равносигнального отражателя-зарубки,БЦО,сегмента и т.п. В таблицах,если указаны значения экв. площади(в кв.мм.)и нет никаких доп.пояснений,то это площадь ПДО.Если указан размер ммХмм,то угловой отражатель.Про диаметр надеюсь,пояснять не надо?Ну и по поводу документов-старайтесь особо не спорить с проектировщиком,жираф большой-ему видней!Делайте как предписано и всё,никто не оценит достойно Ваши стремления сделать правильно и грамотно,просто наживёте себе врагов и плохую репутацию,а оно Вам надо?Тем более было-бы из-за чего лезть в пузырь-"нессущие и загораживающие...",тьфу...Прошу прощения за моё неумение выражать мысли правильно. В первом вопросе моя ошибка, имелся ввиду ГОСТ 23118-2019, и в нем нет критериев браковки, также как и в СП53-101-98. Остается СП70.13330.2012, но он относится все таки к монтажу м.к., и к производству отношения не имеет. Проектировщик очень намекает использовать данный документ СП70.13330.2012. А в нем не указано, либо я по своей не опытности не понимаю, что указано в графе браковочной экв. площади ПДО, или же зарубка? Отсюда столь глупый вопрос.
Зайдуллин РИшат
Дефектоскопист всея Руси
- Регистрация
- 10.02.2015
- Сообщения
- 2,248
- Реакции
- 611
Добавлю свои пять копеек. Если у меня возникают сомнения. то я в графическом редакторе, я использую "КОМПАС-3D", строю модель сварного соединения с учетом геометрических параметров:толщина стыкуемых элементов, тип соединения, углы разделки. Я знаю параметры своих ПЭП: на СО-2 проверяю угол. "Рисую" в Компасе чертежик и смотрю более оптимальный вариант с углом ПЭП и определяю необходимую зону зачистки.
Зайдуллин РИшат
Дефектоскопист всея Руси
- Регистрация
- 10.02.2015
- Сообщения
- 2,248
- Реакции
- 611
N24,
Добавлю еще. Если будете заказывать для себя НО. СОПы и т.д., то заказывайте их под конкретные свои ПЭП под конкретные углы. В былые времена хорошие производители делали ПЭП с "зарубками" и указывали на них не только толщину и НТД, но и угол ПЭП.
Добавлю еще. Если будете заказывать для себя НО. СОПы и т.д., то заказывайте их под конкретные свои ПЭП под конкретные углы. В былые времена хорошие производители делали ПЭП с "зарубками" и указывали на них не только толщину и НТД, но и угол ПЭП.
Нормально. Правильный выбор по углу, т.к. угол скоса кромок 25. Для 16 мм максимальная ширина усиления 25 мм. Запаса по стреле достаточно. Обычный П121-2,5-65 с ПЭ диаметром 12 имеет стрелу около 12 мм.Угол ввода 65 градусов, шов С21
Один из вероятных дефектов - недовыпиленный шлак или непровар в корне. Выявляется при положении ПЭП близко к шву. В прямом луче, глубина около 14-12 мм. Другая особенность - при высоком и корявеньком обратном усилении может возникать ложный сигнал с координатой по глубине примерно полторы толщины или чуть больше. В меню дефектоскопа лучше толщину объекта отключить (обнулить), чтобы не путала и глубина в отраженном луче не отсчитывалась от поверхности, а продолжалась. У этого ложного сигнала координата Х получается за швом
А поры не бывают?Нормально. Правильный выбор по углу, т.к. угол скоса кромок 25. Для 16 мм максимальная ширина усиления 25 мм. Запаса по стреле достаточно. Обычный П121-2,5-65 с ПЭ диаметром 12 имеет стрелу около 12 мм.
Один из вероятных дефектов - недовыпиленный шлак или непровар в корне. Выявляется при положении ПЭП близко к шву. В прямом луче, глубина около 14-12 мм. Другая особенность - при высоком и корявеньком обратном усилении может возникать ложный сигнал с координатой по глубине примерно полторы толщины или чуть больше. В меню дефектоскопа лучше толщину объекта отключить (обнулить), чтобы не путала и глубина в отраженном луче не отсчитывалась от поверхности, а продолжалась. У этого ложного сигнала координата Х получается за швом
Я же писал про один из... Бывают. Только посчитайте диаметр сферы с эквивалентной площадью на уровне фиксации - 3 кв. мм при браковочном 6 кв мм для используемого ПЭП.А поры не бывают?
А еще бывают несплавления с кромками. Там выявляемость хорошая. И много чего еще там бывает
Зайдуллин РИшат
Дефектоскопист всея Руси
- Регистрация
- 10.02.2015
- Сообщения
- 2,248
- Реакции
- 611
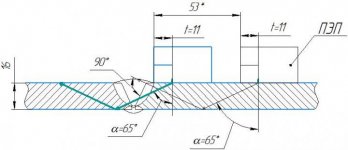
Красиво :drinks: Только отодвиньте ПЭП еще на ширину ОШЗ, подлежащей контролюНЕ поленился и сделал схему УК. Взял ПЭП АВЭК со стрелой 11 мм.
Зайдуллин РИшат
Дефектоскопист всея Руси
- Регистрация
- 10.02.2015
- Сообщения
- 2,248
- Реакции
- 611
Ок. Спасибо. ЗТВ-зону термического влияния или ОШЗ не учел.
Зайдуллин РИшат
Дефектоскопист всея Руси
- Регистрация
- 10.02.2015
- Сообщения
- 2,248
- Реакции
- 611
Ребята. Может подскажите, как быть. Дают на 100% УЗК 9 ресиверов водорода ёмкостью по 63 куба с толщиной стенки 32 мм. Вот думаю, а сколько датчиков ПЭП я исшаркаю: насчитал 114 п.м. на каждом сосуде. заставлю конечно зачистить так чтобы металл как у кота....блистали. Использу в качестве контактной жидкости Литол-24.
По каким нормам их оценивать: в РД 34.17.302-97 (ОП 501) с изм 1999 для толщин от 26 до 40 мм указана эквивалентная площадь дефекта 7,0 квадратов, а в СТО 0220256-005-2005 для толщины 32 указана предельная чувствительность 5,0 квадратов. Я конечно подстрахуюсь и сделаю по СТО: лучше перебдеть чем недобдеть. Еще СТО регламентирует верхнюю часть св.шва глядеть однократно-отраженным датчиком 50 градусов. Я планирую прямым и однократно-отраженным ПЭП 2,5-65 со стрелой 12 мм. Что думаете ? Еще не оказалось у меня такого СОПа. Какой заказать с плоскодонным сверлением или с "зарубкой" ?
Сосуды еще не видел. но надеюсь. что сварка автоматом.
По каким нормам их оценивать: в РД 34.17.302-97 (ОП 501) с изм 1999 для толщин от 26 до 40 мм указана эквивалентная площадь дефекта 7,0 квадратов, а в СТО 0220256-005-2005 для толщины 32 указана предельная чувствительность 5,0 квадратов. Я конечно подстрахуюсь и сделаю по СТО: лучше перебдеть чем недобдеть. Еще СТО регламентирует верхнюю часть св.шва глядеть однократно-отраженным датчиком 50 градусов. Я планирую прямым и однократно-отраженным ПЭП 2,5-65 со стрелой 12 мм. Что думаете ? Еще не оказалось у меня такого СОПа. Какой заказать с плоскодонным сверлением или с "зарубкой" ?
Сосуды еще не видел. но надеюсь. что сварка автоматом.
Поделиться: