umi2010
Профессионал
Спасибо коллеги, что столько много внимания ко мне.
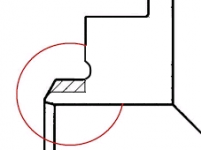
Давление в трубе 160 кг, температура снаружи -70 (поэтому такой материал)
Приспособы я разработал и изготовил сам, а вот с методикой действительно советовался в никимте. По поводу контроля РС ПЭПом Вы только подствердили мои сомнения, я и сам хотел им контролировать и для этого изначально изготовил две оправки в одну сегодня и установлю РС ПЭП. Мне кажется радиография тут непоказательна будет, а вот капиллярку обязательно проведу
Давление в трубе 160 кг, температура снаружи -70 (поэтому такой материал)
Приспособы я разработал и изготовил сам, а вот с методикой действительно советовался в никимте. По поводу контроля РС ПЭПом Вы только подствердили мои сомнения, я и сам хотел им контролировать и для этого изначально изготовил две оправки в одну сегодня и установлю РС ПЭП. Мне кажется радиография тут непоказательна будет, а вот капиллярку обязательно проведу
")