Фёдоров
Профессионал
- Регистрация
- 12.12.2012
- Сообщения
- 781
- Реакции
- 148
- Возраст
- 48
- Адрес
- Хабаровск
- Веб-сайт
- www.entest-nk.ru
Соглашусь с Коляном, фронтально и на вырезку, если что.
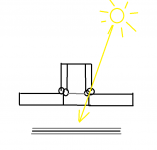
Народ, аллё, вы мыслить научитесь или всё за вас надо придумывать? Под углом к штуцеру светить надо такой шов, в 3-4 экспозиции.#вопросНК от Романа Васильева.
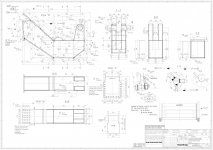
Подскажите, как просветить. Диаметр 25 мм.
Необходимо войти для просмотра
Необходимо войти для просмотра
Необходимо войти для просмотра
Необходимо войти для просмотра
Там много вариантов что ли? Я вам предложил согласованную с ГМО схему, вам не нравится. Отрицаешь - предлагай.Снутри подваривали, на втором снимке видно, если по данной схеме светить, то швы друг на друга наложаться
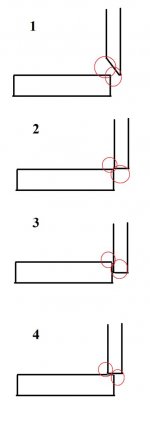
Я не просто так про чертёж написал. Вот 4 примера разделки, которые могли использоваться в этом сварном соединении. Все 4 имеют свои нюансы при просветке.Снутри подваривали, на втором снимке видно
:drinks:Я не просто так про чертёж написал.
Если в ГОСТ 16037 заглянуть, то плоский фланец - 3 вариант. А он с конструктивным непроваром. Колян2 в таких случаях... Ну вы поняли, коллегиВот 4 примера разделки, которые могли использоваться в этом сварном соединении.
А чо чуть што так сразу-Колян2?! Ну, есть желание светить-флаг в руки, тока сперва поясните недалёким какие параметры выбирать-то? По патрубку, фланцу или ещё кому? Что там потом сможете увидеть на снимке а что никогда? Голову же использовать нужно не только шоб в неё есть, но и пить! Имитаторы контроля, блин...Один тупак нарекомендовал в документах-а другие сразу "под козырёк, не рассуждать и сполнять быренько" Но-не сами. Подчинённые пусть...:drinks:
Если в ГОСТ 16037 заглянуть, то плоский фланец - 3 вариант. А он с конструктивным непроваром. Колян2 в таких случаях... Ну вы поняли, коллеги

Ну, допустим, кря. Делюсь опытом, вдруг пригодится когда-нибудь. Параметры выбираются по расчетной высоте сварного шва, взять которую можно в ГОСТе или чертеже, если шов нестандартный. О чертеже, на минуточку, я писал уже 2 раза. Это без учета непровара, который там может и быть. Опять же, нужно смотреть чертеж/ГОСТ, чтобы знать, где он там, чтобы этот непровар, если он недопустимый, увидеть. Конкретно на этом штуцере делать конечно нечего, диаметр слишком мал. Но вот штуцеры побольше скорее всего вполне контролепригодны. Мы похожие делали, хоть и совсем немного и диаметром побольше. И непровар видно, и остальные дефекты, и швы друг на друга не накладываются. Проволочный эталон на шов, канавочный класть некуда, 3-4 экспозиции и штуцер готов. Об "а другие сразу "под козырёк, не рассуждать и сполнять быренько" есть отдельное мнение - не всегда получается этот контроль отпинать от себя подальше. Иногда скрепя сердце приходится брать плёнку и идти светить. Но в целом соглашусь, контроль этих патрубков та ещё идиотская затея.тока сперва поясните недалёким какие параметры выбирать-то? По патрубку, фланцу или ещё кому? Что там потом сможете увидеть на снимке а что никогда?
А патамушт Колян2 со своим сакрамантальным всегда прав. А с этимА чо чуть што так сразу-Колян2?!
в пятницу прав вдвойне :drinks:но и пить!
Оч. интересненько! Делитесь далее-на снимке имеем типичное соединение У5 по трубопроводному ГОСТу, допустим, патрубок 32х5мм, толщина фланца 20мм, в ГОСТе указаны только наружные катеты-где же брать расчётный и как его использовать при выборе мощности источника,комбинации плёнка/экраны, требуемой чувствительности контроля и соответственно норм оценки? Как поставить ИИИ чтобы выявить и несплавления(непровары) по кромкам-разделки-то нет? Про второй шов со стороны торца трубы и зеркала фланца ваще промолчу...Никогда такой фигнёй с РК-УК подобного не занимался, даже за Деньги. Мел-керосин, гидра(можно с люмой), ну и ВИК всяко-куда-же без него...Ну, допустим, кря. Делюсь опытом, вдруг пригодится когда-нибудь. Параметры выбираются по расчетной высоте сварного шва, взять которую можно в ГОСТе или чертеже, если шов нестандартный. О чертеже, на минуточку, я писал уже 2 раза. Это без учета непровара, который там может и быть. Опять же, нужно смотреть чертеж/ГОСТ, чтобы знать, где он там, чтобы этот непровар, если он недопустимый, увидеть. Конкретно на этом штуцере делать конечно нечего, диаметр слишком мал. Но вот штуцеры побольше скорее всего вполне контролепригодны. Мы похожие делали, хоть и совсем немного и диаметром побольше. И непровар видно, и остальные дефекты, и швы друг на друга не накладываются. Проволочный эталон на шов, канавочный класть некуда, 3-4 экспозиции и штуцер готов. Об "а другие сразу "под козырёк, не рассуждать и сполнять быренько" есть отдельное мнение - не всегда получается этот контроль отпинать от себя подальше. Иногда скрепя сердце приходится брать плёнку и идти светить. Но в целом соглашусь, контроль этих патрубков та ещё идиотская затея.
Ну это Вы так считаете, я, и исчо некоторые...А у кого проекте РК прописан-светят, типа...Не возбухать же. Наберут в нащальники по объявлению, с Урала...Такие вещи неконтролепригодны!
Там наплавленного металла раза в три больше толщины трубы и???
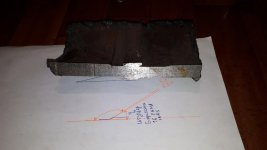
А к чему вопрос? Ну даже если не встречалось у кого-то, вот встретилось у вас. Или сомнения какие-то на счёт дефекта?#вопросНК от Сергея Мамурина.
Обнаружен дефект на штуцере барабана. Труба 133х13 мм. Трещина на 2/3 окружности по проточке. Встречалось ли такое?
Необходимо войти для просмотра
Необходимо войти для просмотра
Необходимо войти для просмотра