Акустическая эмиссия: прислушаться к объекту и узнать о зарождающихся дефектах
Акустическая эмиссия (АЭ) - это излучение контролируемым объектом упругих волн под воздействием нагрузки, например, в процессе эксплуатации либо при проведении пневматических или гидравлических испытаний. На данном явлении основан акустико-эмиссионный контроль - пассивный метод акустического неразрушающего контроля (НК). АЭ-контроль основан на регистрации сигналов акустической эмиссии, возникающих вследствие деформации твёрдого тела и разрушения в кристаллах и их скоплениях. Источниками сигналов акустической эмиссии, в частности, выступают микро- и макротрещины, образованием которых сопровождаются эти процессы. Акустико-эмиссионный контроль проводят как для круглосуточного мониторинга, так и для периодического технического диагностирования (ТД), технического освидетельствования (ТО) и экспертизы промышленной безопасности (ЭПБ) технических устройств (ТУ), зданий и сооружений на опасных производственных объектах (ОПО), подведомственных Федеральной службе по экологическому, технологическому и атомному надзору (Ростехнадзору). Примеры таких объектов контроля (ОК) - трубопроводы, запорно-регулирующая арматура, изотермические резервуары, резервуары вертикальные стальные (РВС) для нефти и нефтепродуктов, факельные установки, дренажные ёмкости, всевозможные сосуды, работающие под давлением, а также мостовые сооружения, строительные металлические, железобетонные конструкции и пр. Метод акустической эмиссии проводится с применением закреплённых на поверхности ОК специализированных преобразователей (ПАЭ), усилителей, многоканальных комплексов для приёма, обработки, регистрации АЭ-сигналов и прочей аппаратуры и вспомогательных принадлежностей (магнитные держатели ПАЭ, разветвители, блоки сбора и обработки данных, волноводы и пр.). Метод акустической эмиссии предусмотрен в области аттестации лабораторий неразрушающего контроля (ЛНК) по правилам СДАНК-01-2020 (Единая система оценки соответствия в области промышленной безопасности, экологической безопасности, безопасности в энергетике и строительстве - ЕС ОС) и СНК ОПО РОНКТД-03-2021 (Система неразрушающего контроля на опасных производственных объектах Российского общества по НК и технической диагностик и СРО "Ассоциация "НАКС"). Проведением акустико-эмиссионного контроля на ОПО занимаются специалисты I, II и III квалификационного уровня, аттестованные по правилам СДАНК-02-2020, СНК ОПО РОНКТД-02-2021, либо сертифицированные по ГОСТ Р ИСО 9712-2019 или по международным стандартам (ISO 9712:2021, EN 4179 и др.).Содержание:
Как работает метод акустической эмиссииОбъекты акустико-эмиссионного контроля
Преимущества и ограничения
Аппаратура
АЭ-контроль и интегральный мониторинг ОПО
Требования к специалистам АЭ
Физические основы метода акустической эмиссии
Согласно классификации видов и методов НК, отражённой в ГОСТ Р 56542-2015, акустико-эмиссионный контроль – пассивный акустический метод. Он основан на том, чтобы регистрировать и анализировать упругие и переходные волны, которые возникают в теле объекта в связи с изменением его структуры. Например, в результате возникновения напряжённых состояний, деформаций, истечения жидкой или газообразной среды через сквозные дефекты, кристаллизации материала, внешних механических воздействий и т.д.Для лучшего понимания того, как работает метод акустической эмиссии, представим процедуру контроля в виде такой последовательности:
1) на объекте закрепляют пьезоэлектрические АЭ-преобразователи;
2) объект нагружают, например, создавая внутреннее (либо внешнее) давление с последующей выдержкой в течение заданного времени. Для этого параллельно с АЭ-контролем часто проводят пневматические либо гидравлические испытания;
3) при образовании трещин, коррозии или ином событии движения частиц - возбуждается упругая волна, колебания которой фиксируются датчиком и преобразуются им в электрический сигнал;
4) тот передаётся на многоканальную систему или портативный прибор, проходя через усилитель и прочие «звенья»;
5) сигналы подвергаются автоматической и/или ручной обработке, анализу шумов, измерению параметров полезной составляющей сигналов с целью локации источников АЭ-сигналов и присвоения им класса опасности (I–IV согласно отменённому ПБ 03-593-03).
Метод акустической эмиссии предполагает индивидуальный подход к каждому конкретному объекту. Подготовка к акустико-эмиссионному контролю включает в себя сбор сведений об акустических свойствах материала ОК, его геометрии, эксплуатации, ремонтах, ранее выполненных работах по ТД и ЭПБ. Аттестованные специалисты II и III квалификационного уровня составляют технологию АЭ-контроля и программу работ, согласуют их с заказчиком, а также с организацией, ответственной за проведение гидравлических либо пневматических испытаний. Все работы по акустико-эмиссионному контролю выполняются в соответствии с программой, операционной технологической картой (ОТК) и иной нормативной технической документацией (НТД). По результатам контроля составляется заключение, протокол и отчёт по типовым формам, приведённым в руководящей НТД и согласованным с заказчиком.

Трубопроводы и иные объекты, которые контролируют методом акустической эмиссии
Технология применяется на ОПО разных категорий, особенно это актуально для нефтегазовой отрасли, взрывопожароопасных и химически опасных производств. Вот лишь несколько примеров объектов, для безопасности которых активно привлекают технологии АЭ-мониторинга:- запорно-регулирующая арматура (задвижки, клапаны, краны);
- технологические и магистральные трубопроводы;
- изотермические хранилища;
- буровые установки;
- наземные резервуары разных типов (в их числе – шаровые газгольдеры, РВС для нефти и нефтепродуктов и прочие ёмкости);
- всевозможные сосуды и аппараты под давлением (фильтры, сепараторы, аммиачные установки) и т.д.
Преимущества и недостатки НК на основе акустической эмиссии
Выбор в пользу АЭ для обеспечения безопасности самых ответственных объектов продиктован тем, что у данного метода НК есть масса достоинств:- выявление развивающихся дефектов. Их классификация построена не на размерах, а на степени их опасности (критичности). Параметры АЭ-сигналов напрямую связаны с процессами разрушения, а не косвенно о них свидетельствуют, как некоторые виды дефектоскопии;
- высокая чувствительность к растущим дефектам. АЭ способен распознать приращение несплошности всего в доли миллиметра. Если верить теоретическим расчётам, то при максимальной чувствительности метода акустической эмиссии можно фиксировать увеличение трещины протяжённостью 1 мкм также на 1 мкм;
- обнаружение не только трещин и микротрещин, но и расслоений, водородного охрупчивания и прочих повреждений;
- интегральность. Для контроля даже крупных объектов достаточно всего несколько датчиков;
- выявление дефектов независимо от их местоположения, раскрытия и пространственной ориентации;
- возможность применения для обследования объектов практически любых конфигураций, из любых материалов;
- возможность проведения одновременно с другими видами испытаний, к примеру, с пневматическими и гидравлическими. Нагружение приводит к напряжённым состояниям в материале. Акустическая эмиссия свидетельствует о возникновении свищей, трещин, поврежденных уплотнителей и пр. Данный вид дефектоскопии делает пневматические и гидравлические испытания более безопасными. Благодаря «чутким» АЭ-датчикам можно определить скорость развития дефекта и заблаговременно остановить процесс нагружения, предотвратив тем самым разрушения и огромный материальный ущерб;
- применимость к самым разными материалам (здесь много меньше ограничений, обусловленных их свойствами и структурой);
- сравнительно простая подготовка объекта к контролю. Для закрепления акустико-эмиссионной антенны (группы из 2 и более датчиков) не требуется доступ ко всей поверхности – только к отдельным участкам. Метод акустической эмиссии может обойтись без возведения строительных лесов, например, при обследовании РВС. Для установки датчиков порой достаточно автомобиля-вышки;
- возможность точной локации дефектов. Тем самым уменьшаются расходы на дополнительные обследования и упрощается проведение ремонтно-восстановительных работ.
- контролировать всю исследуемую поверхность без сканирования - перемещения датчиков;
- сокращать объём других методов НК. Если бы не АЭ, то на дефектоскопию уходило колоссальное количество трудовых и финансовых ресурсов, не говоря уже о потерянном времени. Благодаря данному методу всё проще и быстрее. Рентген, УЗК и иные виды дефектоскопии могут задействовать только на участках с «подозрительными» источниками акустической эмиссии;
- перепроверять результаты дефектоскопии – если есть сомнения в их достоверности;
- отслеживать развитие дефектов, которые ранее обнаружили при помощи иных видов дефектоскопии.
К другим недостаткам можно отнести то, что для проведения АЭ-мониторинга объект должен находиться под нагрузкой. А поскольку каждое нагружение уникально, то воспроизводимость контроля под большим вопросом. Данный вид НК оценивает дефекты «в динамике», не давая никакой информации о геометрических параметрах несплошности. Информативность метода в сравнении с тем же рентгеном несколько ниже.
Оборудование для регистрации акустической эмиссии
Для данного вида неразрушающего контроля используются следующие средства:- преобразователи. Для их закрепления на поверхности могут применяться струбцины, магниты, хомуты и даже клей. Именно от преобразователей зависит чувствительность и диапазон рабочих частот. Датчики для метода акустической эмиссии подлежат калибровке с привлечением эталонных преобразователей. Процедура проводится ежегодно, сведения об этом должны содержаться в паспорте изделия. Стабильный акустический контакт с исследуемым объектом достигается благодаря нанесению машинного масла, эпоксидной смолы без отвердителя, глицерина или иной жидкой среды;
- имитаторы Су-Нильсена (о них чуть ниже);
- оборудование со специальным ПО для обработки данных. Это многоканальные системы с большими вычислительными мощностями, оснащённые предусилителями. Дополнительно предусмотрен блок калибровки системы и блок предварительной обработки и преобразования сигналов. Системы для метода акустической эмиссии подразделяются на стационарные и мобильные. Назначение у них общее – оперативная обработка сведений об энергии импульсов АЭ (так называемый MARSE), их амплитуде, координатах, временных характеристиках, параметрах нагрузки и пр. Данные отображаются в режиме реального времени. Аппаратура должна удовлетворять ряду технических критериев касательно частотного диапазона, амплитудно-частотных характеристик, динамического диапазона, коэффициента усиления предусилителя и пр.

Организация мониторинга ОПО с применением метода акустической эмиссии
В общем виде технология испытаний предусматривает следующие технологические и организационные этапы.- Поступление заявки на контроль от предприятия-заказчика. Первое знакомство с объектом, оценка его пригодности к испытаниям. Определение вида контроля (может быть разовым, разово-периодическим или периодическим) и средств НК (переносных и стационарных).
- Изучение проектных и технических документов. Для проведения акустико-эмиссионного контроля могут оказаться важными сведения о материалах ОК, их акустических свойствах (скорость ультразвуковых волн, коэффициент затухания, плотность, удельное волновое сопротивление, модуль сдвига и пр.), дате строительства и ввода в эксплуатацию, ранее выполненных ремонтных, диагностических работах и пр.
- Разработка программы работ по контролю методом акустической эмиссии. Она, в частности, содержит план мероприятий, которые должен выполнить заказчик. К таковым, например, относится беспрепятственный доступ к местам поверхности объекта, на которых предстоит устанавливать АЭ-датчиков. Следует также позаботиться о нагружении объекта по утверждённому графику, двусторонней связи с эксплуатационным персоналом и т.д. Дополнительно определяются параметры шумов. Далее подбирают преобразователи акустической эмиссии, способ и схему их крепления, контактную среду, аппаратуру, определяют требования к квалификации персонала. Отдельно прорабатывается перечень параметров, подлежащих регистрации, а также классификация источников АЭ с чётко прописанными критериями их оценки. Программа подлежит утверждению со стороны организации-заказчика.
- Расстановка преобразователей согласно утверждённой схеме – прямо на поверхности объекта либо с привлечением волновода. Участки, на которых будут размещаться датчики, зачищают старых покрытий. Кроме того, метод акустической эмиссии предусматривает предварительную разметку объекта. При этом учитывается затухание материала. Особое внимание уделяется сварным соединениям, околошовной зоне, местам сварки патрубков, ранее отремонтированным и иным зонам повышенного напряжения. При распределении преобразователей стремятся к 100% охвату поверхности.
- Тестирование и отладка АЭ-каналов. Систему проверяют при помощи имитаторов Су-Нильсена – специальных карандашей с ломающимся грифелем. Это очень важный инструмент для метода акустической эмиссии, без которого невозможно убедиться в достоверности результатов. Поэтому пристально следят за тем, чтобы сигналы передавались без искажений, а частота помех оставалась в пределах нормы. Также замеряют амплитуду, частоту выбросов, энергию АЭ и т.д. И так – по каждому каналу. Дополнительно учитывается разброс их чувствительности.
- Испытания – предварительные и основные, рабочие. Нагружение объекта по заранее подготовленному графику и параллельно с этим – регистрация АЭ-сигналов. Режим нагружения рассчитывается заблаговременно, исходя из «возраста» объекта, толщины стенки, свойств материалов, условий проведения контроля и пр.
- Фильтрация помех и шумов – от разбрызгивания жидкости при нагружении, от работающих насосов, воздействия осадков и пр. Это один из самых сложных аспектов метода акустической эмиссии. Чтобы чётко идентифицировать электромагнитные и акустические шумы и не упустить полезные сигналы, прибегают к экранированию, стробированию аппаратуры, всевозможным фильтрам и т.д.
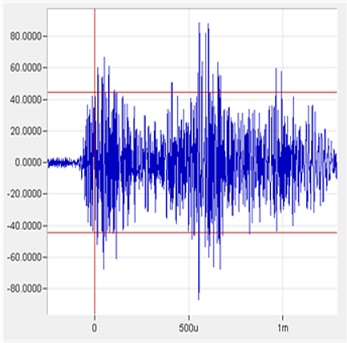
- Измерение и анализ их характеристик в сопоставлении с параметрами нагружения. На этом же этапе происходит локация источников АЭ-сигналов. При определении координат делается поправка на погрешность измерений, связанную, главным образом, с тем, что реальный путь распространения может отличаться от теоретически рассчитанного. По мере регистрации АЭ-сигналов и выделения их параметров данные накапливаются и записываются на цифровых носителях, после чего подвергаются обработке. Специальное ПО для метода акустической эмиссии отображает графики амплитуды сигналов, вычисляет местоположение источников, фиксирует зоны повышенной концентрации (так называемые кластеры индикаций). Предполагаемые координаты дефектов сопоставляются с реальной конфигурацией объекта.
- Присвоение источникам сигналов акустической эмиссии класса опасности, оценка возможных дефектов и подготовка протокола/заключения/отчёта о состоянии объекта и пригодности к дальнейшей эксплуатации. Источники акустической эмиссии относят к I, II, III или IV – соответственно, признавая их пассивными, активными, критически активными либо катастрофически активными. Данная классификация построена на таких показателях, как число импульсов, скорость счёта, суммарный счёт, концентрация источников и т.д. В отчёте содержатся идентификационные данные объекта, сведения о задействованных специалистах, наименования и технические характеристики аппаратуры, подробная информация о подготовке к испытаниям и ходе их выполнения. Отчётная документация носит конфиденциальный характер и вместе со всеми рабочими материалами подлежит обязательному хранению в течение 10 лет. Либо – до повторного контроля.

Квалификация специалистов АЭ
Метод акустической эмиссии очень требователен к уровню подготовки персонала. Требуются обширные знания из области акустики, дефектоскопии, механики деформируемых тел. Нужно ориентироваться в явлениях пьезоэлектричества, затухания, дифракции, дисперсии на импульсы и т.д. Обязательно также иметь представление об акустических величинах, волнах – объёмных, поверхностных, нормальных и пр. Не будут лишними и познания в области материаловедения.Требования к квалификации специалистов, например, выполняющих контроль машин методом акустической эмиссии, содержатся в ГОСТ Р ИСО 18436-6-2012. В нём предусмотрено три квалификационных уровня (категории) – I, II и III. Аналогично - в документах по аттестации персонала СДАНК-02-2020 или СНК ОПО РОНКТД-02-2021 (в зависимости от того, в какой Системе НК нужно подтвердить компетенцию, чтобы зайти на объект заказчика). Если абстрагироваться от разницы между квалификационными уровнями (это тема для отдельной большой статьи), то от специалистов АЭ требуются:
- наличие свидетельства о законченном среднем образовании (минимум), но лучше – диплома университета или иного высшего учебного заведения технической направленности;
- навыки работы с ПК, в частности, умение выполнять алгебраические операции с логарифмическими и тригонометрическими функциями и управлять настройками и функциями специализированного ПО для проведения АЭ-контроля;
- хотя бы базовые познания в области материаловедения и металловедения;
- наличие свидетельства о прохождении курса лекций и технических занятий по методу акустической эмиссии. Длительность составляет от 40 до 120 часов (для разных категорий). По завершении курса нужно сдать экзамен по самой дисциплине и технике безопасности;
- наличие хотя бы минимального стажа в области акустико-эмиссионного контроля. В зависимости от квалификационной категории и Системы НК для получения II уровня по АЭ-методу необходим производственный опыт до 12 месяцев;
- умение проверять работоспособность аппаратуры для АЭ-контроля, выполнять её калибровку, заполнять заключения, протоколы, отчёты и т.д.
- специальный раздел на форуме с более чем 80 обсуждениями. Можно поискать информацию в уже имеющихся темах, а можно создать свою;
- нормативно-техническая документация.
Больше информации по теме:
Что собой представляет акустико-эмиссионная система
Как работают датчики акустической эмиссии и какие их типы существуют
Как выполняется АЭ-контроль трубопроводов
Акустико-эмиссионный контроль резервуаров