В
В мире НК
Guest
Определение размеров выходящих на поверхность трещин методом TOFD
Об авторах
Необходимо войти для просмотра
Натх С. К.
Начальник иженерного отдела в Центральном НИИ энергетики,
магистр тех. наук по специальности технология производства,
Университет Калькутты, Индия.
II уровень ASNT по УЗК, РК и I уровень ASNT по ВТ.
Член Индийского общества по НК
Баласубраманиам Кришнан
Профессор факультета машиностроения и
руководитель Центра НК ИНдийского технологического института, Мадрас
Необходимо войти для просмотра
Кришнамурти С.В.
С.н.с. Центра НК Индийского технологического института, Мадрас
Нарайана Б. Х.
Additional Direktor в Центральном НИИ энергетики,
магистр тех. наук по специальности металлургия,
Индийский теххнологицеский институт. Канпур
Введение
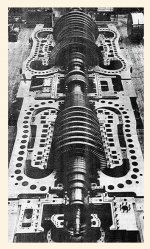
Использование метода TOFD (дифракционно-временного метода контроля [16]*) для определения размеров выходящей на поверхность или внутренней трещины в случае простой геометрии объекта контроля (ОК) уже общепринято, и на эту тему выполнено много исследований [1, 2]. Но при сложной геометрии ОК, когда не часто наблюдается головная волна или донный сигнал, необходимы дополнительные исследования. Для выявления трещин в таких объектах надо оптимизировать положение преобразователей, идентифицировать различные моды видоизмененных эхо-сигналов и опознавать опорный эхо-сигнал (если таковой имеется) [3]. Примером ОК со сложной геометрией является вал ротора паровой турбины (рис. 1).
Вал испытывает циклические термические нагрузки при пуске/останове и изменении нагрузки, при этом в толстостенных секциях имеется значительный температурный градиент в радиальном направлении. Необходимость быстро запускать и останавливать ротор турбин приводит к дополнительному росту радиальных термических напряжений. Температурная неоднородность возрастает из-за сложной геометрии роторов (вкладыши подшипников, пазы сальников, канавки для теплоотвода и др.). Когда эти области подвергаются сильным термическим нагрузкам, из них начинают развиваться термические трещины [4], одна из которых показана на рис. 2.
* Ссылка добавлена редактором перевода
Об авторах
Необходимо войти для просмотра
Натх С. К.
Начальник иженерного отдела в Центральном НИИ энергетики,
магистр тех. наук по специальности технология производства,
Университет Калькутты, Индия.
II уровень ASNT по УЗК, РК и I уровень ASNT по ВТ.
Член Индийского общества по НК
Баласубраманиам Кришнан
Профессор факультета машиностроения и
руководитель Центра НК ИНдийского технологического института, Мадрас
Необходимо войти для просмотра
Кришнамурти С.В.
С.н.с. Центра НК Индийского технологического института, Мадрас
Нарайана Б. Х.
Additional Direktor в Центральном НИИ энергетики,
магистр тех. наук по специальности металлургия,
Индийский теххнологицеский институт. Канпур
Введение
Использование метода TOFD (дифракционно-временного метода контроля [16]*) для определения размеров выходящей на поверхность или внутренней трещины в случае простой геометрии объекта контроля (ОК) уже общепринято, и на эту тему выполнено много исследований [1, 2]. Но при сложной геометрии ОК, когда не часто наблюдается головная волна или донный сигнал, необходимы дополнительные исследования. Для выявления трещин в таких объектах надо оптимизировать положение преобразователей, идентифицировать различные моды видоизмененных эхо-сигналов и опознавать опорный эхо-сигнал (если таковой имеется) [3]. Примером ОК со сложной геометрией является вал ротора паровой турбины (рис. 1).
Необходимо войти для просмотра
Рис. 1. Ротор паровой турбины
Рис. 1. Ротор паровой турбины
Вал испытывает циклические термические нагрузки при пуске/останове и изменении нагрузки, при этом в толстостенных секциях имеется значительный температурный градиент в радиальном направлении. Необходимость быстро запускать и останавливать ротор турбин приводит к дополнительному росту радиальных термических напряжений. Температурная неоднородность возрастает из-за сложной геометрии роторов (вкладыши подшипников, пазы сальников, канавки для теплоотвода и др.). Когда эти области подвергаются сильным термическим нагрузкам, из них начинают развиваться термические трещины [4], одна из которых показана на рис. 2.
Необходимо войти для просмотра
Рис. 2. Усталостная термическая трещина на радиусе диска и балансировочное отверстие [5]
Рис. 2. Усталостная термическая трещина на радиусе диска и балансировочное отверстие [5]
* Ссылка добавлена редактором перевода