Уважаемые коллеги, хочу узнать ваше мнение по следующему вопросу: возможен ли контроль таврового соединения с полным проваром, с v- образной разделкой кромки ( односторонний скос кромки у приваренного элемента), на остающейся подкладке (квадрат 12х12 мм) сварка автоматическая, односторонняя за один проход без подварки корня, прямым ПЭП со стороны основного элемента. Другими словами можно ли прозвучать с максимальной достоверностью такой шовчик именно таким способом.
Вы используете устаревший браузер. Этот и другие сайты могут отображаться в нём некорректно.
Вам необходимо обновить браузер или попробовать использовать другой.
Вам необходимо обновить браузер или попробовать использовать другой.
Тавровое соединение
- Автор темы Света
- Дата начала
Ответить

Для Вашего соединения важно оценить, произошел полный провар или нет. При контроле прямым ПЭП со стороны основного элемента, при движении ПЭП ко шву со стороны квадрата Вы будете наблюдать сначала донный сигнал от основного элемента, затем сигнал от дальней стороны квадрата (в случае провара) и наконец сигнал исчезнет, т. к. волны уйдут в приварной элемент. Если сигнал от дальней стороны квадрата не появится, вероятность непровара. Разобраться можно по смещению ПЭП от начальной точки сканирования. Значит надо точно провести линию параллельную шву и от этой линии начинать перемещение ПЭП ко шву и замерять его положение.
Вот как-то так ardon:
все понятно. просто чувствительность прямого ПЭП к несплавлению по основному элементу существенно выше, чем у наклонного. грубо говоря одного наклонного может быть не достаточно. например, ту несплошность, что у вас на рисунке (плоскостная несплошность) угловым ПЭП не выявить, а это может быть важно. все таки плоскостная несплошность опаснее объемной. ну, а то что нужно размечать положение корня действительно несколько не удобно, да и два ПЭП не хочется. однако, для обеспечения качества другого выхода нет.
со всем уважением к вам, astrut, но, тем не менее, мне кажется что несколько оптимистическое заявление. у меня есть опыт работы с этими волнами, так вот я бы здесь не взялся (возни много- достоверность низкая) и вообще в ручном варианте даже в классических случаях сложновато. однако с удовольствием бы посмотрел на вашу схему контроля.
Михаил57
Дефектоскопист всея Руси
- Регистрация
- 06.03.2013
- Сообщения
- 10,960
- Реакции
- 1,067
Света, а что гласит ГОСТ14782-86 по этому поводу?Уважаемые коллеги, хочу узнать ваше мнение по следующему вопросу: возможен ли контроль таврового соединения с полным проваром, с v- образной разделкой кромки ( односторонний скос кромки у приваренного элемента), на остающейся подкладке (квадрат 12х12 мм) сварка автоматическая, односторонняя за один проход без подварки корня, прямым ПЭП со стороны основного элемента. Другими словами можно ли прозвучать с максимальной достоверностью такой шовчик именно таким способом.
Михаил57
Дефектоскопист всея Руси
- Регистрация
- 06.03.2013
- Сообщения
- 10,960
- Реакции
- 1,067
Верно.На сколько знаю такой случай не описан в ГОСТ 14782, а в ТД на контроль разделка К-образная и никаких подкладок не наблюдается.
Для Вашего соединения важно оценить, произошел полный провар или нет. При контроле прямым ПЭП со стороны основного элемента, при движении ПЭП ко шву со стороны квадрата Вы будете наблюдать сначала донный сигнал от основного элемента, затем сигнал от дальней стороны квадрата (в случае провара) и наконец сигнал исчезнет, т. к. волны уйдут в приварной элемент. Если сигнал от дальней стороны квадрата не появится, вероятность непровара. Разобраться можно по смещению ПЭП от начальной точки сканирования. Значит надо точно провести линию параллельную шву и от этой линии начинать перемещение ПЭП ко шву и замерять его положение.
Вот как-то так ardon:
Так то оно так, но непровар, обнаруженный наклонным ПЭП со стороны приваренного элемента на глубине 11-14 мм ( толщина 14 мм), не выявился прямым, хотя он там точно был- проверено на образцах заведомо с непроваром и на макрошлифе видно, что нет сплавления ни в корне ни с квадратом и во время исправления. Вопрос почему? Настройка правильная. Думаю, что очень сложно таким способом выявить непровар корня именно при такой разделке. А Вы?
Михаил57
Дефектоскопист всея Руси
- Регистрация
- 06.03.2013
- Сообщения
- 10,960
- Реакции
- 1,067
Сам с такой схемой контроля не сталкивался, но из логики, если точно мерить положение ПЭП при непроваре должно получиться. Критерий положения ПЭП - падение донного сигнала на основном элементе на 6 дБ. В этом случае половина поля отражается на ПЭП, а половина уходит в приварной элемент. По такому принципу мериют ширину непровара в тавровых швах с конструкционным непроваром.Так то оно так, но непровар, обнаруженный наклонным ПЭП со стороны приваренного элемента на глубине 11-14 мм ( толщина 14 мм), не выявился прямым, хотя он там точно был- проверено на образцах заведомо с непроваром и на макрошлифе видно, что нет сплавления ни в корне ни с квадратом и во время исправления. Вопрос почему? Настройка правильная. Думаю, что очень сложно таким способом выявить непровар корня именно при такой разделке. А Вы?
Последнее редактирование:
Света, толщина 14 у обоих элемнтов - основного и притыкаемого или они разнотолщинные? Скос кромки, наверное, 45 гр? Какие зазор и притупление и почему в качестве подкладной планки использован аж квадрат 12х12? Что-то тут не так в технологии. ИМХО такая толстая железяка и провоцирует непровар. Проконтролировать корневой непровар прямым ПЭП в таком соединении не получится. Когда контролируем двухсторонний тавровый шов - все просто и удобно. Сканируем поперек, зашли в шов, донный пропал, вышли - появился. Если что-то посередине - дефект. А в одностороннем, даже с точной разметкой Вы сможете только крупные непровары выявить, высотой, эдак, в 1/3 толщины. Теперь о контроле наклонным по притыкаемому элементу. Несплавление по его кромке выявить несложно 45 гр.ПЭП. А вот несплавление с основным элементом и непровар - сложнее. Тут либо тандемная схема, а толщина небольшая - неудобно, либо волны дифракции от "светлых точек". Но амплитуда будет маленькой,меньше контрольного уровня. На экране от "висячих" несплавлений обычно пара сигналов - от верхнего и нижнего концов одновременно. От корневого непровара тоже обычно 2 сигнала - большой от угла и маленький от вершины. Браковать не по амплитуде, а по высоте дефекта. Как-то так. Сам пробовал подобное, только толщина побольше была и шов двойной тавровый в коробчатой конструкции, без доступа внутрь. Из горизонтальной плоскости "торчит" выходящий изнутри вертикальный элемент, привариваемый с двух сторон на подкладных планках. Т. е.. доступ содной поверхности Долго убеждал иностранного заказчика о необходимости изменения назначенной им процедуры контроля. Она не работала. Набраковал тогда много, пока технологию сварки не отработали. Их режимы тоже не шли. И еще, ПЭП понадобится градусов 70 и с малой стрелой. Прорисуйте, дотягиваетесь ли до корня. Удачи!
Ура! Это как раз тот ответ, который я ждала! И ПЭП 70 и стрела маленькая, и все прорисовано на 100 раз, и на образце проверено-все выявляется, а прямым нет. Но руководство не согласно, мол если прямым чисто значит чисто. И бесполезно кричать, что швы такой конфигурации не смотрят прямым. Я ведь права?
не совсем понял почему? если речь о несплавлении по кромке разделки, то действительно прямым плохо, но непровар в корне может быть и объемным- тогда прямым вполне возможно. угол 70 градусов для выявления непровара в корне? а маленькая стрела чтобы достать? наверное можно. а тандемная схема зачем?- разве прямой ПЭП хуже?Проконтролировать корневой непровар прямым ПЭП в таком соединении не получится.
Шов односторонний. Непровар проявится лишь небольшим смещением ПЭП. относительно корня. Даже если точно размечать положение корня на обратной стороне основного элемента, критерий небольшого непровара очень нечеткий.
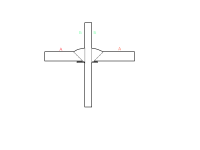
Вот упрощенный рисунок.
Одинаковый по положению дефект в двухстороннем шве - непровар, а в одностороннем - несплавление с основным элементом.
Насыщение амплитуды донного при удалении от шва, конечно, раньше наступит, но Paint.net простой редактор, да и вырисовывать неохота.
Вот упрощенный рисунок.
Одинаковый по положению дефект в двухстороннем шве - непровар, а в одностороннем - несплавление с основным элементом.
Насыщение амплитуды донного при удалении от шва, конечно, раньше наступит, но Paint.net простой редактор, да и вырисовывать неохота.
Вложения

Насыщение амплитуды донного при удалении от шва, конечно, раньше наступит, но Paint.net простой редактор, да и вырисовывать неохота.
все понятно. просто чувствительность прямого ПЭП к несплавлению по основному элементу существенно выше, чем у наклонного. грубо говоря одного наклонного может быть не достаточно. например, ту несплошность, что у вас на рисунке (плоскостная несплошность) угловым ПЭП не выявить, а это может быть важно. все таки плоскостная несплошность опаснее объемной. ну, а то что нужно размечать положение корня действительно несколько не удобно, да и два ПЭП не хочется. однако, для обеспечения качества другого выхода нет.
я уже ответил astrut. поэтому кратко. мне кажется вы не совсем правы. правильно бы так. угловым ПЭП хорошо выявлять несплавление по кромке примыкаемого элемента, а прямым по кромке основного. так будет правильно.на образце проверено-все выявляется, а прямым нет
Все так. Контроль прямым (лучше РС) ПЭП отменять не следует. Если Света не находила прежде несплавлений по осн. элементу, не означает, что их там не иожет быть в принципе в следующих швах.
Такой шов, про который я писАл выше, конечно, прямым не озвучить. А 70 гр со стрелой 7-8 получалось. Сканирование по поверхностям А, ну и по их процедуре еще и по Б, причем, 45, 60 и 70 гр. Но был казус. Контроль проводил мой дефектоскопист с практическим опытом менее года, а проверял его импортный зубр 3 уровня. При настройке по одному и тому же СОПу салага находит дефект (ну технологию-то мы с ним тщательно отрабатывали), а зубр - нет. Обиделся. Причина банальная. Зубр пользовался ПЭП крауткремеровским со стрелой 14 мм. А нужно не только до корня дотянуться, но и как можно выше над корнем прямым лучом. А шов на подкладке шире - зазор больше.
Более того, это ничего не дает. А шов и так читается на обратной стороне осн. эл-та по сварочным деформациям.ну, а то что нужно размечать положение корня действительно несколько не удобно
Да выявится он волнами дифракции, просто чувство больше потребуется. Но когда мы подтверждаем одну несплошность с разных позиций - это всегда убедительнее.грубо говоря одного наклонного может быть не достаточно. например, ту несплошность, что у вас на рисунке (плоскостная несплошность) угловым ПЭП не выявить, а это может быть важно. все таки плоскостная несплошность опаснее объемной.
Такой шов, про который я писАл выше, конечно, прямым не озвучить. А 70 гр со стрелой 7-8 получалось. Сканирование по поверхностям А, ну и по их процедуре еще и по Б, причем, 45, 60 и 70 гр. Но был казус. Контроль проводил мой дефектоскопист с практическим опытом менее года, а проверял его импортный зубр 3 уровня. При настройке по одному и тому же СОПу салага находит дефект (ну технологию-то мы с ним тщательно отрабатывали), а зубр - нет. Обиделся. Причина банальная. Зубр пользовался ПЭП крауткремеровским со стрелой 14 мм. А нужно не только до корня дотянуться, но и как можно выше над корнем прямым лучом. А шов на подкладке шире - зазор больше.
Вложения
Да выявится он волнами дифракции, просто чувство больше потребуется.
со всем уважением к вам, astrut, но, тем не менее, мне кажется что несколько оптимистическое заявление. у меня есть опыт работы с этими волнами, так вот я бы здесь не взялся (возни много- достоверность низкая) и вообще в ручном варианте даже в классических случаях сложновато. однако с удовольствием бы посмотрел на вашу схему контроля.
ну какой он зубр, если посчитать не может достает он до корня или нет? тем более там и обижаться нечего, так и должно быть. просто ПЭП выбрать надо правильно или чувствительность поднять (хотя бы).При настройке по одному и тому же СОПу салага находит дефект (ну технологию-то мы с ним тщательно отрабатывали), а зубр - нет.
а что значит не дает, не выявляется корневой непровар? согласен, если непровар небольшой, то определить это не получится, а вот если он в пол толщины элемента, то можно. ну и такой непровар действительно опасен, а миллиметровый непровар в корне?- ну пусть там сидит, сварщики тоже люди.Более того, это ничего не дает. А шов и так читается на обратной стороне осн. эл-та по сварочным деформациям.
Может быть, мне повезло и задача оказалась частной. Дефекты были одного типа. Неспплавления с кромкой вертикального (по рисунку) элемента над корнем. Они нормально выявлялись на поисковой (+12) чувствительности. Браковочная - по БЦО 3 мм. При одном положении ПЭ возникала пара сигналов от верхнего и нижнего краев. Технологи эту проблему почти решили за несколько этапов изменением режимов относительно заданных Заказчиком. Массовый брак ушел, но единичные дефекты оставались.со всем уважением к вам, astrut, но, тем не менее, мне кажется что несколько оптимистическое заявление. у меня есть опыт работы с этими волнами, так вот я бы здесь не взялся (возни много- достоверность низкая) и вообще в ручном варианте даже в классических случаях сложновато. однако с удовольствием бы посмотрел на вашу схему контроля.
А я очем?а что значит не дает, не выявляется корневой непровар? согласен, если непровар небольшой, то определить это не получится, а вот если он в пол толщины элемента, то можно. ну и такой непровар действительно опасен,
А в одностороннем, даже с точной разметкой Вы сможете только крупные непровары выявить, высотой, эдак, в 1/3 толщины.
Не нам решать. На то есть НТД. Но, по аналогии с трубами (ОП-501), если шов без подкладного кольца, суммарная протяженность корневого непровара может достигать 20% внутреннего периметра, а если шов на подкладном кольце - это послабление не действует. А здесь подкладная планка, хоть и неправильная.а миллиметровый непровар в корне?- ну пусть там сидит, сварщики тоже люди.
Может быть, мне повезло и задача оказалась частной. Дефекты были одного типа. Неспплавления с кромкой вертикального (по рисунку) элемента над корнем. Они нормально выявлялись на поисковой (+12) чувствительности. Браковочная - по БЦО 3 мм. При одном положении ПЭ возникала пара сигналов от верхнего и нижнего/QUOTE]
astrut, а откуда известно, что это несплавления? Было вскрытие? И, старая проблема, на основании чего браковали? Сигналы получаются ниже уровня фиксации. Т.е. мы их даже фиксировать не должны, не то что оценивать. Подозреваю, конечно, что это была отработка технологии сварки. Своеобразный карт-бланш. Но при производственном контроле может не прокатить.
Да, вскрытие было и подтвердило именно несплавления. Вы понимаете, что несплавления вскрытием выявлять не очень просто, но выявили, подтвердилиastrut, а откуда известно, что это несплавления? Было вскрытие?
Иногда дотягивались до уровня фиксации.Сигналы получаются ниже уровня фиксации. Т.е. мы их даже фиксировать не должны, не то что оценивать.
Да, отработка технологии + начальный этап производства. Карт-бланш предоставил Заказчик после пары совещаний, совместного контроля и вскрытия. Совместно с технологией сварки отрабатывалась и технология контроля. Соединение-то нетипичное, дублирующий РК не проведешь, т. к., кроме того что крест, еще и коробчатая конструкция, т.е. сторона с подкладными планками внутри и недоступна.Подозреваю, конечно, что это была отработка технологии сварки. Своеобразный карт-бланш.
По личному опыту, смотря как выявлять. Если аккуратно угольным электродом, то они как бутоны раскрываются. Только потом необходимо науглероженный слой тщательно убирать.Да, вскрытие было и подтвердило именно несплавления. Вы понимаете, что несплавления вскрытием выявлять не очень просто, но выявили, подтвердили
:drinks: Лучший способ борьбы с дефектами - не допускать их в зародыше. И отдельный респект Вашим сварщикам. Несколько раз сталкивался с такими швами. Но не под УЗК, РК а под капиллярку. Осталось стойкое убеждение, что правильно собрать и заварить это, так чтоб не перекосило, винтом не повело и не оторвало - отдельное искусство. Вам респект само-собой.Да, отработка технологии + начальный этап производства. Карт-бланш предоставил Заказчик после пары совещаний, совместного контроля и вскрытия. Совместно с технологией сварки отрабатывалась и технология контроля. Соединение-то нетипичное, дублирующий РК не проведешь, т. к., кроме того что крест, еще и коробчатая конструкция, т.е. сторона с подкладными планками внутри и недоступна.
Поделиться: